

想要探索DN600薄壁不锈钢管大厂品牌值得信赖的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:DN600薄壁不锈钢管大厂品牌值得信赖的图文介绍
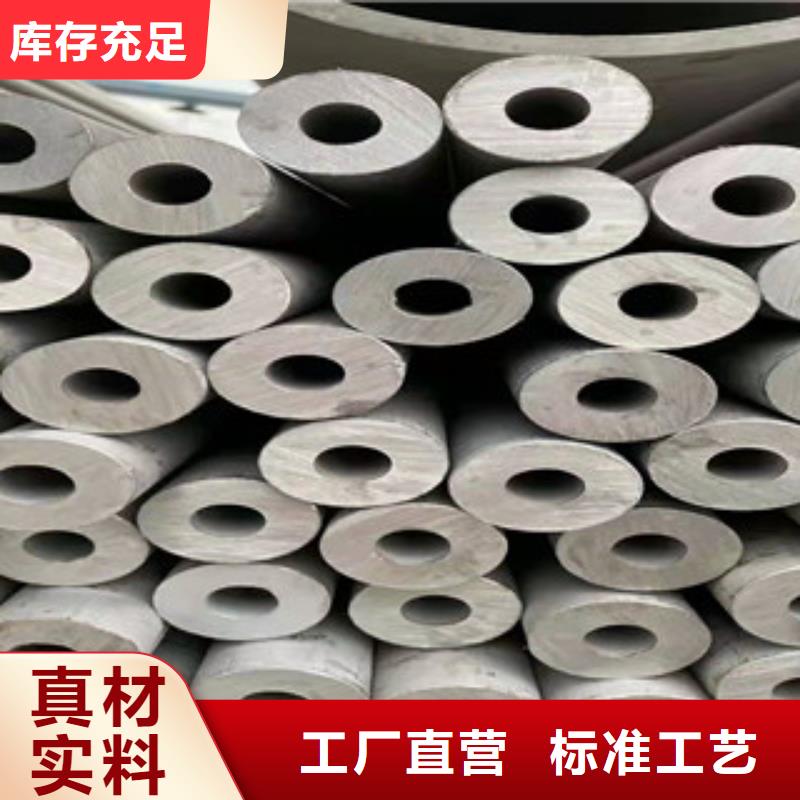
株洲福伟达管业主营产品: 不锈钢板厂家。公司拥有雄厚的开发能力、先进的工艺设备、严谨的质量管理、完善的售后服务、战略化的人力资源、卓越的企业文化、永争di yi的价值观念。坚持走引进,吸收与自主开发并重的技术道路, 建立了一支率、高素质的产品开发队伍。同时,建立了规模庞大、设施先进的技术中心,模块化生产方式的总装线、先进检测设备,确保产品质量稳定可靠。企业的服务宗旨:敬业 务实 创新,公司的质量目标:力争产品的合格率达到 、用户满意率达到。我们用“诚信”打造了“启豪”您的要求是我们的目标,我们向您承诺“启豪”产品 能给您带来更多的快乐。我们期待您的光临,让我们携手共进。


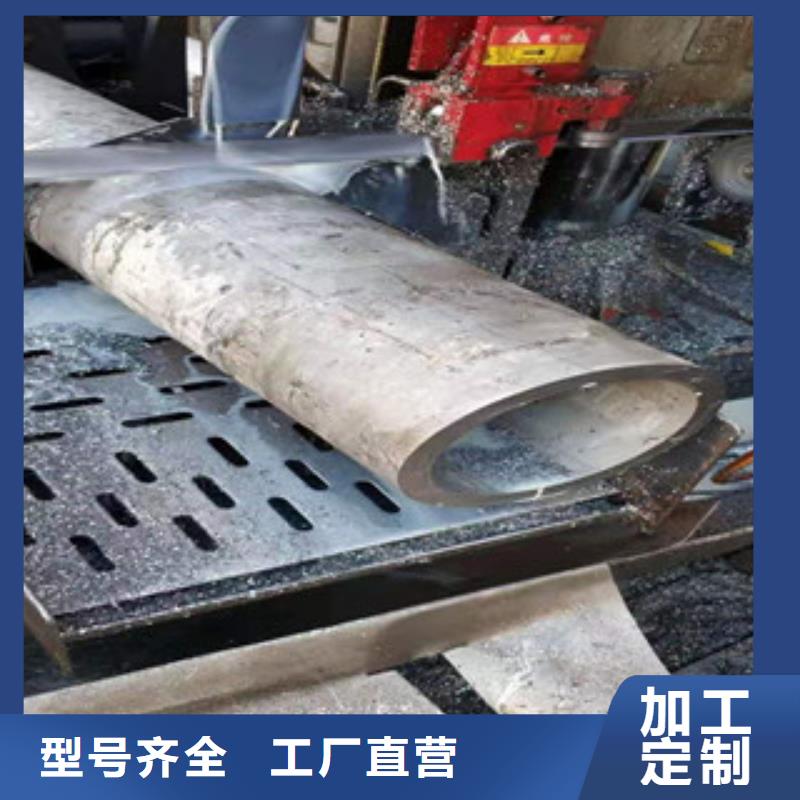
不锈钢无缝管过烧是怎样造成的:不锈钢管在焊接的状况下务必注意很多方面对焊接的危害,因为焊接的状况下温度的危害,很容易产生过烧情况,过烧具体表现为一切正常烧融整个过程被损坏,没有火焰溅出,对焊电总流量短路故障常见故障,顶锻后对焊毛刺凸起较髙,这产品的反射会减少,造成过烧的原因有: 由于工业设备上的原因使右轴杆的一切正常移动遭到危害,一切正常烧融整个过程遭受毁坏。不锈钢无缝管头尾两侧所有横剖面紧靠一起,给电总流量即造成短路故障常见故障;热轧带钢内螺纹有汽车机油,导电率不大好。 烧融速度和焊接工作标准电压调整不科学。烧融速度过快、焊接工作标准电压过低时,头尾两侧造成所有横剖面的不锈钢无缝管碰触,造成短路故障常见故障过烧;烧融速度很慢,焊接工作标准电压过高时,造成火焰时有时无溅出,断激烧融,不锈钢无缝管因过热而过烧。 顶锻整个过程完全通电总流量进行,没有断掉电总流量顶锻的整个过程時间,造成过烧。在对不锈钢无缝管进行焊接操作过程时造成的过烧,重要原因是受热時间过长造成的,因为管材的运用一定会经历焊接运用,因而大家在运用的状况下无须焊接的時间过长,停留久了便会危害管材的特点。



不锈钢管退火处理是将不锈钢管等金属工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。退火后不锈钢管内部组织亚共析钢是铁素体加片状珠光体;共析钢或过共析钢则是粒状珠光体。退火组织是接近平衡状态的组织。锻造、铸造、焊接后的不锈钢管内部存在内应力,如不及时,将使不锈钢管工件在加工和使用过程中发生变形、缺口、断裂,影响工件精度及合格率。采用去应力退火加工过程中产生的内应力十分重要。去应力退火的加热温度低于相变温度A1,因此,在整个热处理过程中不发生组织转变。内应力主要是通过工件在保温和缓冷过程中的。为了使工件内应力得更彻底,在加热时应控制加热温度。一般是低温进炉,然后以100℃/S左右得加热速度加热到规定温度。不锈钢退火管处理的加热温度应略高于600℃。保温时间视情况而定。铸件去应力退火的保温时间取上限,冷至300℃以下才能出炉空冷。热处理退火炉的退火工艺流程简单,采用S7-300PLC作为控制器,可满足控制要求。一套PLC用于控制整台热处理退火炉。PLC控制系统包括电源模块和通信模块。加热炉现场阀站配置多个数字量输入/输出模块,用来处理开关等各种开关量的动作。两个模拟量输入模块主要完成炉压和电磁流量等各种模拟信号的采集。变频器控制不锈钢退火管处理循环风机。



不锈钢管的内外表层都有良好的钝化层,所以它的耐腐蚀能力很强。不锈钢管内外表面光洁度高,介质粘附很少有利于耐腐蚀。管内表面光洁度高液体介质滞留越少,有利于冲洗,特别在制药行业。接下来不锈钢管小编来给大家介绍一下。管内表面电解抛光(电化学抛光):电解抛光液是磷酸、硫酸、铬酐、明胶、重铬酸钾等。不锈钢管内表面在阳极上,抛光液在和内流动通以低电压大电流而进行电解抛光处理。这时管内表面同时进行着两个相互矛盾的过程,即金属表面钝化层(含稠性粘膜)生成与溶解。由于表面微观的凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解。不锈钢管由于表面微观凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解,阳极区金属盐浓度不断增加,在表面形成一种高电阻的稠性粘膜。该膜在凹凸处厚度不同导致阳极表面电流密度大,放电溶解速度快,在短时间内达到削平突出的微观部分的目的,能达到很高的光洁度Ra≤0.2-0.4μm。并在这种作用下,管内表增加了铬含量,增加了金属表面钝化层的耐腐蚀能力。 如何掌握不锈钢管抛光的质量要与电解液配方、浓度、温度、通电时间、电流密度、电极状况、管表面处理程度等有关。技术掌握不好反而会破坏管表面光洁度,电解程度过大会出现更多更大的凹凸面,甚至条管报废,真正制作好质量需要一定技术,费用成本较高。 管内表面机械抛光:有旋转与直线抛光。这里以旋转机械抛光为例:机械抛光设备较为简单,动力与抛光盘、抛光设备较为简单,动力与抛光盘、抛光蜡。采用逐级细砂粒作的布盘与布盘在管内外表面上来回多次多道进行抛光处理,光洁度能达到Ra≤0.2-0.4μm。 不锈钢管机械抛光与电解抛光相比较具有设备简单、技术含量低容易掌握,费用成本也低,不会破坏管而造成报废,因此广泛地应用。


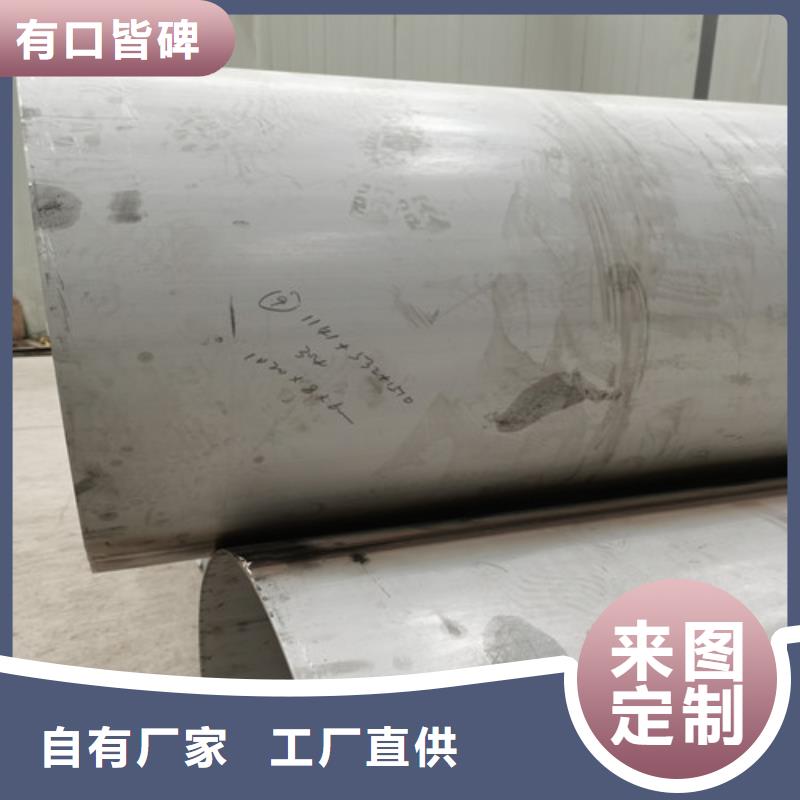
我们了解到不锈钢管在加工过程中可能会出现边线裂纹、结疤、夹杂以及结疤等表面缺陷,这些缺陷大致是由于铸坯外弧皮下角出现了横裂,结晶器中有细小的杂质混入,精整时没有清理干净不锈钢管表面的氧化渣,以及在轧制处理中由于铸坯棱角向不锈钢管表面侧翻所造成的。 这些缺陷不但降低了不锈钢管的表面质量,对于产品质量的也产生了影响,因此我们意识到和及时处理不锈钢管表面缺陷的重要性。 铸坯表面有深度划痕是因为扇形段局部的辊子不转动造成的,为了防止这种情况发生,要及时对扇形段进行维护,严禁设备超龄服役。如果结晶器内有细小杂质混入就会引起水质的变化,因此要定期对结晶器中的水样进行检查。减轻弱化不锈钢板边线裂纹的宽向程度和宽钢板轧制边部的不均匀变形,降低轧制钢板时钢板的展宽量是 方法,也就是说尽量用宽端面的铸坯生产大宽度的钢板。防止在弯曲过程中铸坯的角部温度进入脆性区,所以要对不同宽度端面铸坯的角部温度进行动态控制,并实施弯曲段配水分区控制。降低轧件遍布的不均匀变形情况就要减小轧件的上下面变形抗力差别,对板坯加热进行优化工艺,降低铸坯上下面的温差。防止发生局部的深度烧痕和清理不干净的精整后的铸坯表面氧化渣等二次缺陷,要通过提高304不锈钢管铸坯精整能力来实现。



