




13.根据切屑的形状和颜色,调整配电箱右边的调速旋钮,调节到适当的锯切速度,切屑为白色卷屑时较为合适,切屑短而硬呈蓝色应降低进给量,切屑薄而散呈白色则应加大进给量。
14.锯切完毕,锯带会自动停止运转,锯弓上升。
15.按夹钳松开按钮,取出材料。
16.如需自动切割,需要先在手动界面把右下角旋钮转换为自动后在进入自动界面。
17.自动界面操作:按机械回原点,输入需要切割的尺寸及件数,点自动启动即可。
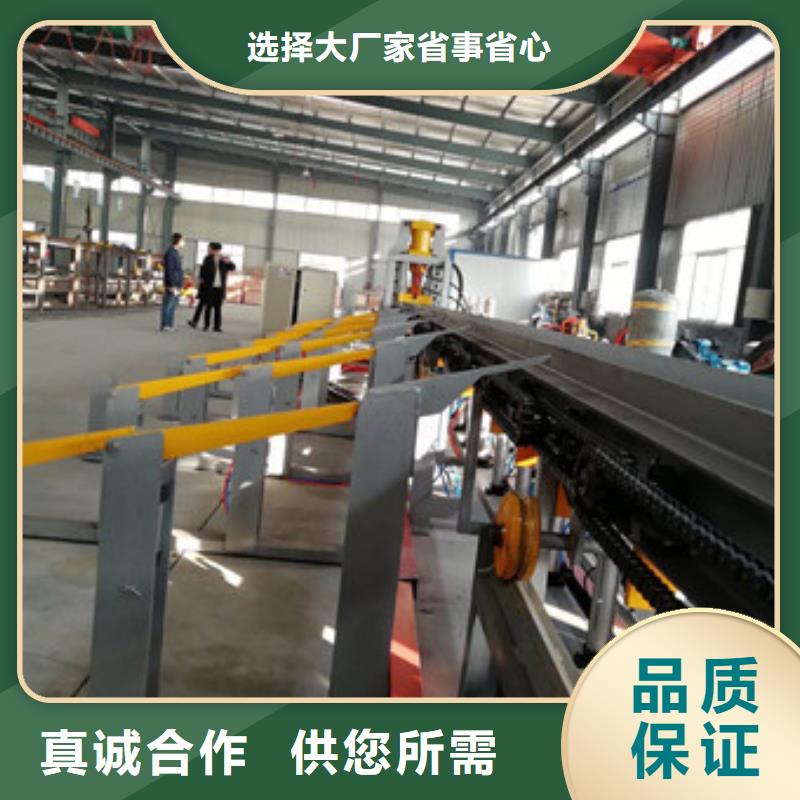
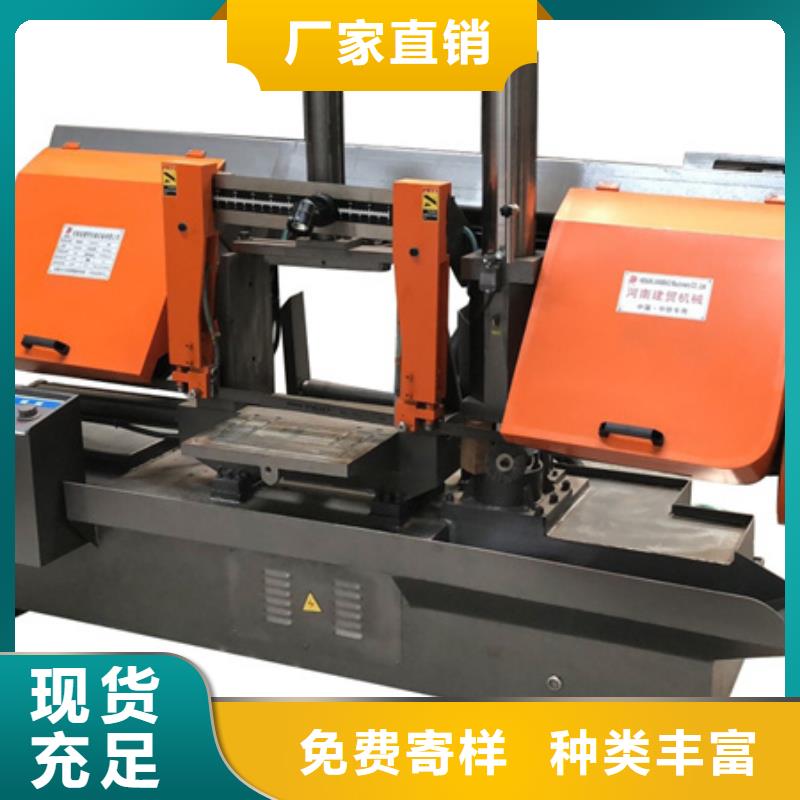
GB4235双立柱卧式带锯床是集机、电、液为一体的全自动带锯床,是锯切较大直径的黑色金属和有色金属等各种型材的设备,具有、节能、高精度等特点。其结构合理,造型美观.

带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
人工送料
通过人工利用送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。
 37089
金华采购角度锯床必看-欢迎选购
37089
金华采购角度锯床必看-欢迎选购


不论锯齿合适与否,随意进行切削,这就防止不了形成崩齿拉齿景象。2.齿距挑选失误,大锯齿锯切小截面的资料,也会有拉齿呈现。3.锯切槽钢、圆管、方管和别的异型资料时假如进给量把握不妥是简单呈现崩拉齿的,应特别留意。1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。2.操作时因为马虎行事,致使工件未或的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下打齿。3.装置锯带不到位,锯带背部磨爬锯轮的止口边缘,使锯带异常作业。4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。5.锯切结束锯架抬升时。