

我们精心制作的承插式球墨铸铁管欢迎咨询产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:承插式球墨铸铁管欢迎咨询的图文介绍

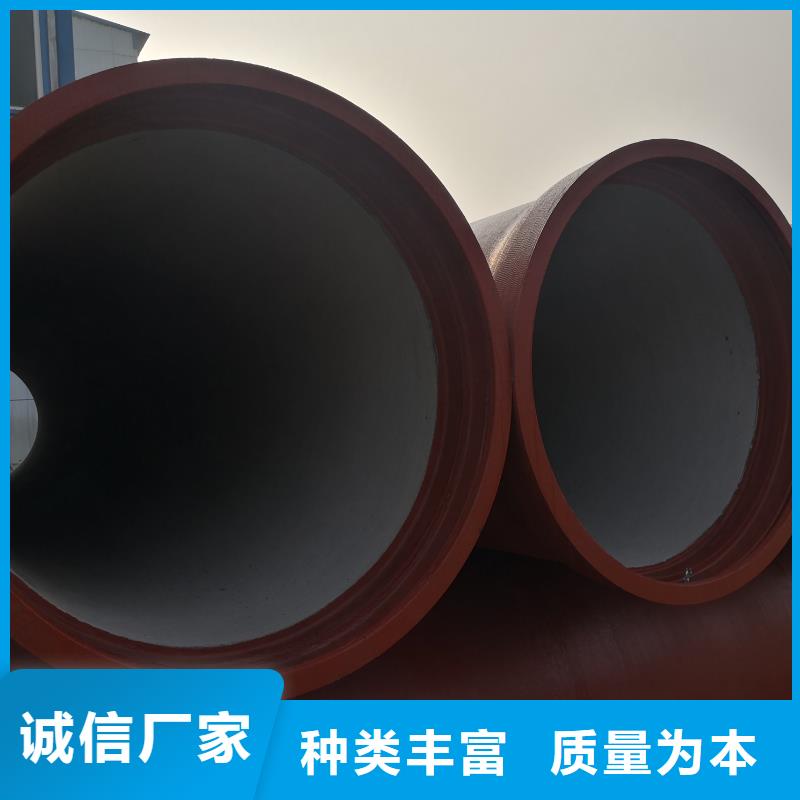
球墨铸铁管及球墨铸铁管件具有三个功能:对管线实现小口径大流量;对管线实现高压远距离输送;防止管线爆管。更适合采用消失模铸造工艺生产。根据IS02531标准规定;我们根据具体的按照以上工艺生产的大口径球墨铸铁管件其外观光洁,表面美观,壁厚均匀,同时铸件尺寸达到IS02531标准和GB/T13295标准要求。采用消失模铸造工艺后,产品质量得到了提高,球墨铸铁管件生产工艺具有生产周期短、工艺先进、表面质量好(其管件表面粗糙度达12.5μm)等特点。同时,消失模铸造投资少,见效快,应用范围广泛。消失模铸造是一种几乎没有加工余量,且能成型的铸造工艺。容易实现清洁、批量化生产,特别是球墨铸铁管件规格品种多、供货周期短,交货期急, 生产成本或得了降低同时得到客户认可。


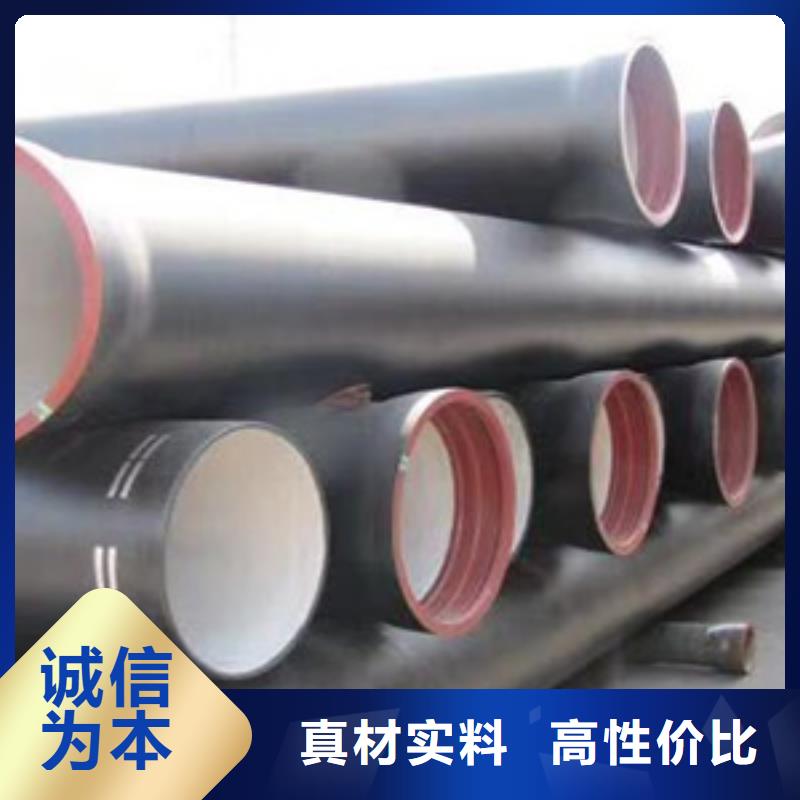
商洛格瑞管业是一家专业生产销售 自锚式球墨铸铁管厂家。主要产品有: 自锚式球墨铸铁管。公司一贯坚持“质量di yi,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国近三十多个省,竭诚与国内外商家双赢合作,共同发展,共创辉煌!



而制造工模具时,正确的机加工工艺及热处理制度对工模具的使用寿命影响大,其工艺制度的拟订起着决定性的作用因此,在设计挤压工模具的形状、计算其强度和选择其材料时,考虑到工模具各种不同的工况条件。挤压工模具的设计条件如下:挤压工模具的设计,在所有的情况下,其计算方法与工作在相应温度和受力条件下的机械零件的计算方法相同。球墨铸铁管工模具在使用前的预热为重要。应了解工模具在使用时的硬度情况,因为工模具不正确的预热可能导致其脆性破坏。 球墨铸铁管价格的配置情况、工模具的尺寸以及有时其结构随着挤压坯料的尺寸和产品的尺寸的改变而变化的情况由此可见,工模具材料的选择是根据挤压一定材料时的挤压速度条件、加热温度制度、坯料金属的塑性、挤压产品的形状、润滑情况和工模具被冷却的可能性等因素进行的。


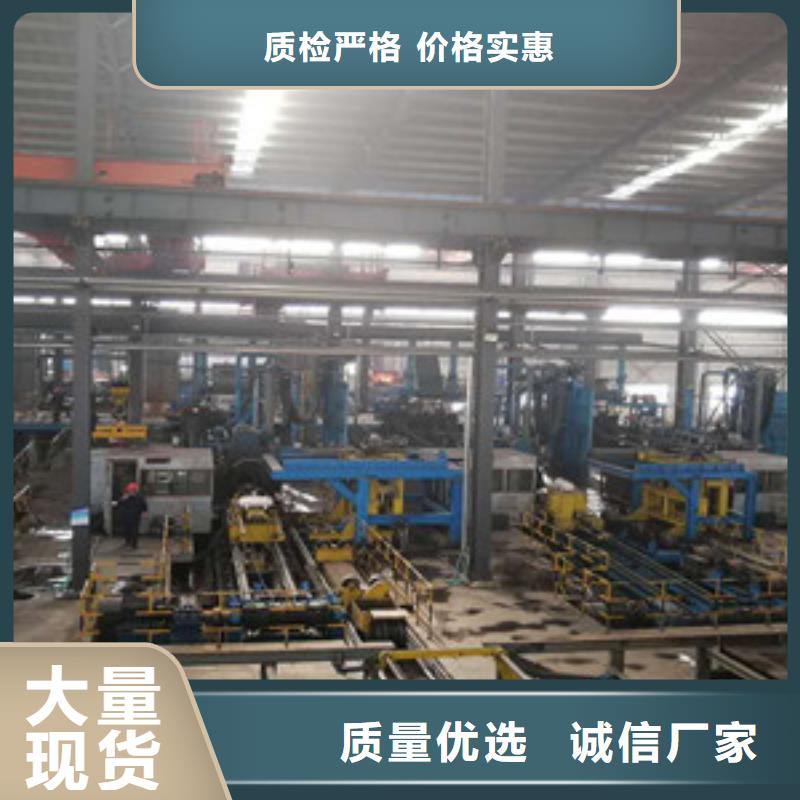
负压实型铸造工艺的简称。模样用聚苯乙烯(简称EPS,有的EPMMA或STMMA)泡沫塑料制成。经内外表面涂耐火涂料并烘干后,粘接浇注系统,置入特制砂箱、震实,模样无须取出,将砂箱用塑料膜密闭。浇注前预先抽负压,使干砂达到所需紧实度,即可浇注。在自来水管道工程上沿用数十年的灰铸铁刚性接口管,球墨铸铁管件规格型号确定浇注温度;一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。消失模是干砂、由于其强度低、重量大、施工费力及使用寿命短等缺点,已经基本上被柔性接口球墨铸铁管取代。


