



发布时间:2024-07-28 17:01:45 浏览次数:1 公司名称:[信阳]建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
| 名称 | 钢筋笼绕筋机 |




信阳采购钢筋笼卷笼机必看-售后保障
第八步:移动盘校准,预备期下个生产循环
卸笼后,将移动盘校准,预备期生产下个狗笼。
为缓解职工劳动效率和提升施工形象,链条式主筋自动送料机构和自动焊接机械手能够用户选择(不推荐)。为什么不推荐加机械臂?一些灌注桩滚笼机生产厂家为了利益推荐客户去购置,我们不推荐,因为碰焊率低。 本公司是厂家批发钢筋自动滚笼机的生产厂家,生产各种型号规格滚焊机,有1100型,3000型,1800型,2000型,2300型,3000型等型号规格,配置也分标准配置,顶配,低配,所以钢筋自动滚笼机价格都大不一样,具体根据施工工地具体情况不同,需要的钢筋自动滚笼机设备也是不一样的,具体滚笼机价格及需要型号规格情况欢迎拨咨询。
建贸机械设备有限公司 13、绕筋机工作中完毕后,断开开关电源、源。清洗工业设备并给润化位置给油,搞好清洁卫生工作中。14、滚焊机工作中时,实际操作工作人员务必带着护目镜。滚笼机的正确使用方法小编已经介绍给大家,更多内容咨询,欢迎您致电本站客服。随着全球经济的发展,建筑业和道路交通事业突飞猛进。通常我们把钻孔灌溉、挖孔桩、立柱等预制件的钢筋结构叫钢筋笼。钢筋滚笼机的操作步骤分为哪几步呢?我们一起来看一下。1、钢筋滚笼机入场后,依照整体规划将原料归类储放并填好相对的原材料标识标牌,含建筑钢筋生产厂家信息内容、生产制造批号、入场时间、自查及申报状况等。
3、留意您选择的钢筋笼滚焊机的驱动是链条驱动还是齿轮驱动,目前比拟比拟准确的驱动方式是链条驱动,愈加准确的你消费出的钢筋笼的尺寸大小。2、留意您选择的钢筋笼滚焊机的转动扭臂的钢材能否够巩固,很多厂家为了减少本钱,用不达标的条形刚消费的滚焊机在实践操作过程中容易呈现扭臂弯曲现象,完整无法运用。
,有了智能钢筋滚笼焊机的加持,钢筋加工更便利。4、在钢筋滚笼机的焊接过程中,需求留意时辰观察设备的工作情况,操作人员不能擅自远离设备,同时不能对设备中止水清洗等操作,也不能用湿布对设备中止擦拭,避免发作触电等安全事故。3、每个星期都需求对全自动钢筋滚笼机的润滑油嘴打黄油,假设发现有蜕变的黄油就需求及时的改换新油,同时还需求用毛刷或者是风吹风机肃清电控柜内的灰尘,避免积聚的灰尘对设备运转带来影响。

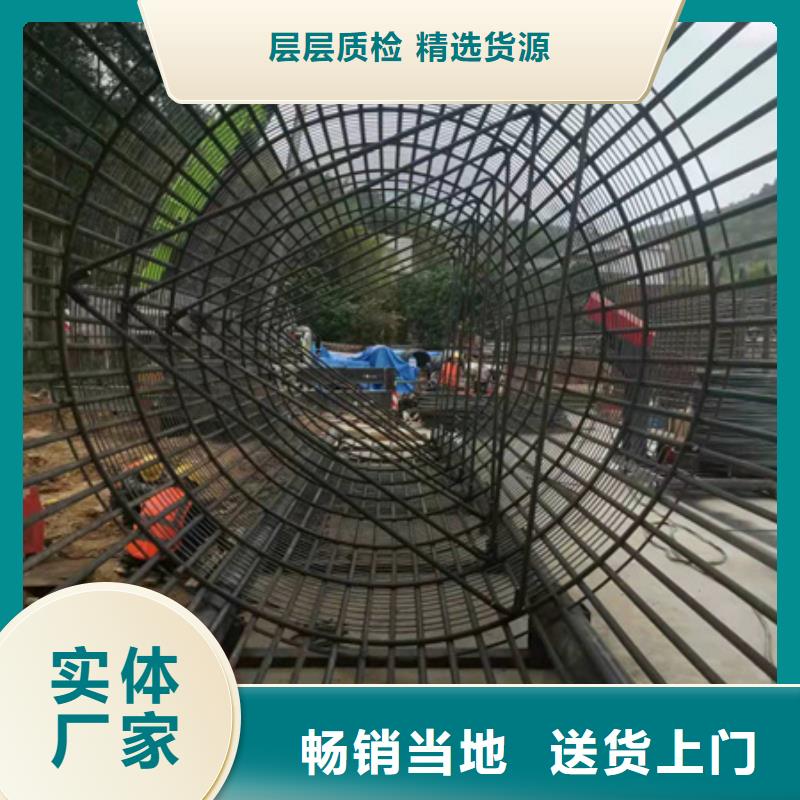
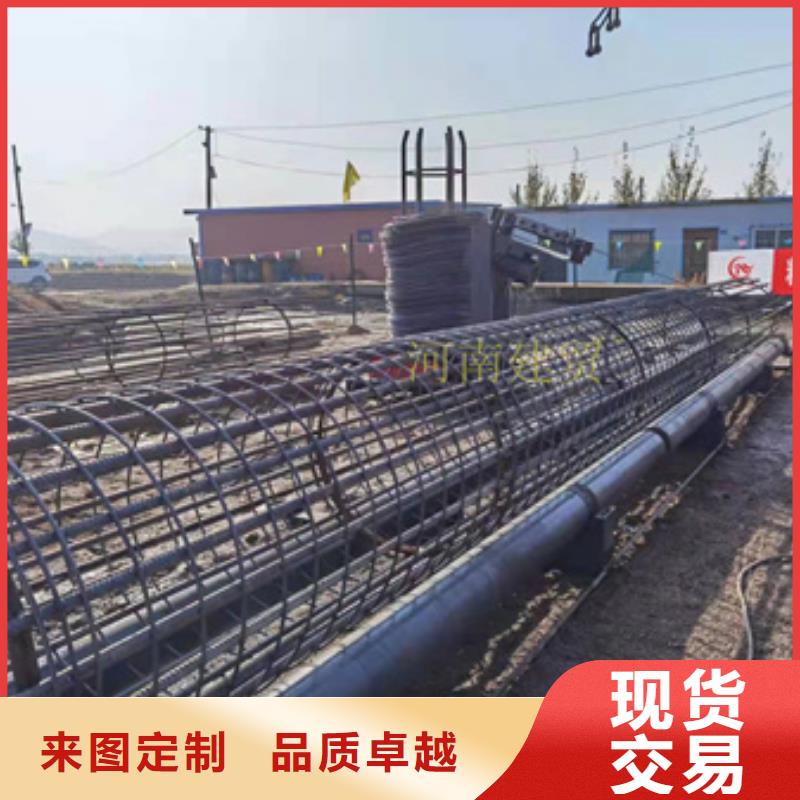
钢筋笼滚焊机采用全自动机械化作业,加工的钢筋笼成品主筋、缠绕筋间距均匀,直径一直。多个钢筋笼在塔接时大大节省吊装时间。全自动数控钢筋笼滚焊机的使用大大减轻操作人员劳动强度,更为施工单位创造良好的经济效益和社会效益。
钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达移动盘导管,并经过电动工具将主筋固定在移动盘导管上;盘筋(绕筋)经过
钢筋笼滚焊机 数控钢筋笼滚焊机是一种由PLC控制的加工生产钢筋笼的设备。
中文名 钢筋笼滚焊机性质滚焊机属性钢筋笼 是一种由 PLC控制的加工生产钢筋笼的设备。
建贸机械设备有限公司
三、整体服务分7个节点验收标准体系:
1、特殊需求的技术交底;
2、工厂设备交付,并派送;
3、指派随行现场加工培训督导;
4、设备现场交付验收;
5、设备调试成功验收;
6、现场指导工人使用结果验收;
7、完整设备交付使用效果监控。
四、每周运营分析会: 总经理主持会议,解决所有客户问题。
五、专业的客户服务系统: 专业的客户服务系统,由专业客户经理结合表格息系统,利用计算机管理所有
息,对每位客户的设备使用过程进行时时监控,做到异常情况随时报警,关键工程节点闭环控制。
 jmc
河南建贸机械管理方针:质量管理精益求精、科研开发精心设计,售后服务精细到位经营理念:满足顾客需求,确保客户满意;追求技术创新,实现持续改进。河南省建贸机械设备有限公司主要产品包括:钢筋笼绕筋机、钢筋笼滚笼机、五机头钢筋弯曲系统,各种钢筋加工设备等。是一家以工程机械开发、研制、生产、销售于一体的创新型企业。欢迎广大新老客户到公司验厂并提出宝贵意见。
jmc
河南建贸机械管理方针:质量管理精益求精、科研开发精心设计,售后服务精细到位经营理念:满足顾客需求,确保客户满意;追求技术创新,实现持续改进。河南省建贸机械设备有限公司主要产品包括:钢筋笼绕筋机、钢筋笼滚笼机、五机头钢筋弯曲系统,各种钢筋加工设备等。是一家以工程机械开发、研制、生产、销售于一体的创新型企业。欢迎广大新老客户到公司验厂并提出宝贵意见。 24007
24007
当数控钢筋笼滚焊机弯双筋是靠外一根钢筋出来后有脱落弯曲芯轴的现象,将预矫直一组轮的外轮适当向内压,致使双筋相互靠拢。弯较大的箍筋时弯曲速度应相应减慢。
当数控钢筋笼滚焊机出现弯丝现象,可以调整下调直块的角度,看是否和调直器,压滚槽在一条直线上。
数控钢筋笼滚焊机的弯曲芯轴的调节:调节起落架汽缸,使弯曲芯轴的上顶点与导线筒孔的下边成水平或低导线筒孔下边1-2mm。压紧气压好保持在4兆帕左右以免造成钢筋变形及设备损坏。
数控钢筋笼滚焊机在弯曲的过程中出现断丝现象。首先要检查调直块角度看看是否过大,或者是刀退不回,送丝滚上的压簧过松,材质不好等。