
产品详细介绍
1、滚笼机内外清洁,各滑动面及丝杠、齿轮、齿条等无油污、无碰伤;各部位不漏油、不漏水、不漏气、不漏电;切屑垃圾清扫干净.
2、滚笼机应该放在干燥的房间内,避免放在潮湿的环境内,以避免钢筋弯箍机的线路受到影响。如果必须放在室外,那么我们需要放在平坦的地面上,并且需要用布盖住,以防钢筋弯箍机受潮。
3、有润滑需要的部位必须定时加注润滑油.
4、离开前滚笼机时请切断电源关闭电源开关。
5、应将机械的燃油控制杆置于怠速位置如果不调到怠速位置,会对发动机造成不必要的伤害,各操纵杆置于空挡位置。
6、首先操作滚笼机的操作人员一定要有熟练的技术,可以熟悉的了解钢筋弯箍机的性能,出现异常情况时可以及时的解决处理,从而可以避免损坏钢筋弯箍机。
7、在操作钢筋弯箍机之前做好操作前的检查工作,仔细的检查各工位、部件是否处于正常的工作范围,如有异常情况的发生及时上报处理。

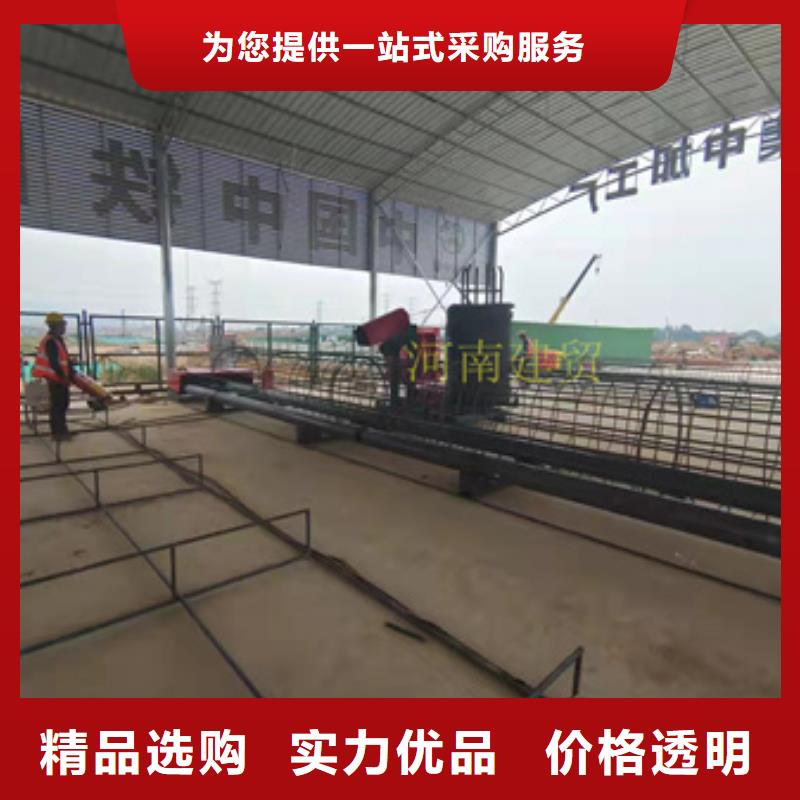
钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达移动盘导管,并经过电动工具将主筋固定在移动盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及移动盘同步旋转且移动盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行调整)前进,同时进行焊接,从而生产出成品钢筋笼。
引进 欧洲技术,钢筋笼直径误差可控制在1cm内;1米长度的钢筋笼盘筋间距误差可控制在5mm内;生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊点饱满、牢固,可实现监理免检。?
2.加工质量稳定可靠:由于采用的是机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械加工的钢筋笼本实行了“免检”。
 建贸机械设备有限公司
建贸机械设备有限公司
连续电焊焊接:在灌注桩的尾端,两盘继续转动,中止电焊焊接,将盘筋并列绕两圈;随后将盘筋端头电焊焊接在主筋上固定,结束电焊焊接
第六步:灌注桩与转动盘分别
堵截绕筋;移动盘前移,灌注桩与固定盘分别;松掉主筋与移动盘模版软管的地脚螺栓;移动盘前移,灌注桩与移动盘分别配套设施电动扳手,简洁便当加盟,跋山涉水劳动效率
第七步:卸笼,下降液压机支撑
卸笼,行吊或人推滚下在如数电焊焊接过程中,为防止灌注桩因重量而变形,需武器装备多个液压机支撑设备专业计划方案的液压系统,采用国内通用性的液压件,耐久度耐用、具有高公差配合
 宁德质量可靠的钢筋笼绕筋机
生产厂家
宁德质量可靠的钢筋笼绕筋机
生产厂家
第三步:主筋穿丝并匆促
将主筋抖落分布于送料盘的圆上上;一起,穿进固定盘和移动盘环状模版的软管内;并在移动盘的软管上用地脚螺栓夹持送料盘系统由多个送料盘组成,与固定盘相接,并可随从同歩转动运动;
第4步:盘筋穿丝并旋转固定
将盘筋越过校直组织至与主筋交叉电焊焊接固定
5、:电焊焊接成形
转折点电焊焊接:在灌注桩的头部,固定盘和移动盘同歩转动运动,将盘筋并列连续绕两圈;随后与主筋 电焊焊接健旺
正式电焊焊接:固定盘和移动盘同歩转动运动,移动盘一起往前移动,那么盘筋主动旋转在主筋上,一起进行电焊焊接,随后组成灌注桩产品
91849
骨架牵引机构由托架,牵引小车,牵引盘、气动托翻转机构等组成,牵引小车通过牵引电机驱动牵引小车行走链轮在托架上作轴向水平运动牵引骨架成型,牵引盘由牵引盘同步电机带动,与大盘同步,保证骨架轴向不扭曲。当骨架成型一定长度的时候,气动托架会自动启动托住成型好的骨架,当骨架成型完毕后,气动翻转机构自动将成型好的骨架翻到堆放区。四 安装调试
安装调试工作由本公司技术人员指导进行,用户配合劳务及现场服务。
五 售后服务
本机发现任何质量问题,公司将以最快的方式予以解决。语音不能解决的,24小时内技术人员到现场服务,备件及易损件保证正常供应。
 2,机械化作业不受人为因素影响,长时间工作可稳定不变。质量稳定。
2,机械化作业不受人为因素影响,长时间工作可稳定不变。质量稳定。3,钢筋笼绕筋机做出的产品结构紧凑,造型美观。
4,成型速度快,待工状态2个可全程生产,正常工况3-6人 可生产10-20多节钢筋笼。
5,流水线作业形式,独立施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。
6,组合式设计使搬运、安装、声场等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。
7,绕筋,主筋可双筋同时制作。8,钢筋笼绕筋机自动上料采用智能化控制,可使大型钢筋笼的制作变得更加简单。
9,绕筋送料,调直结构设计,避免了以前钢筋笼制作中绕筋较软或较细时,绕筋在主筋上形成菱形而非圆弧形的弊病。