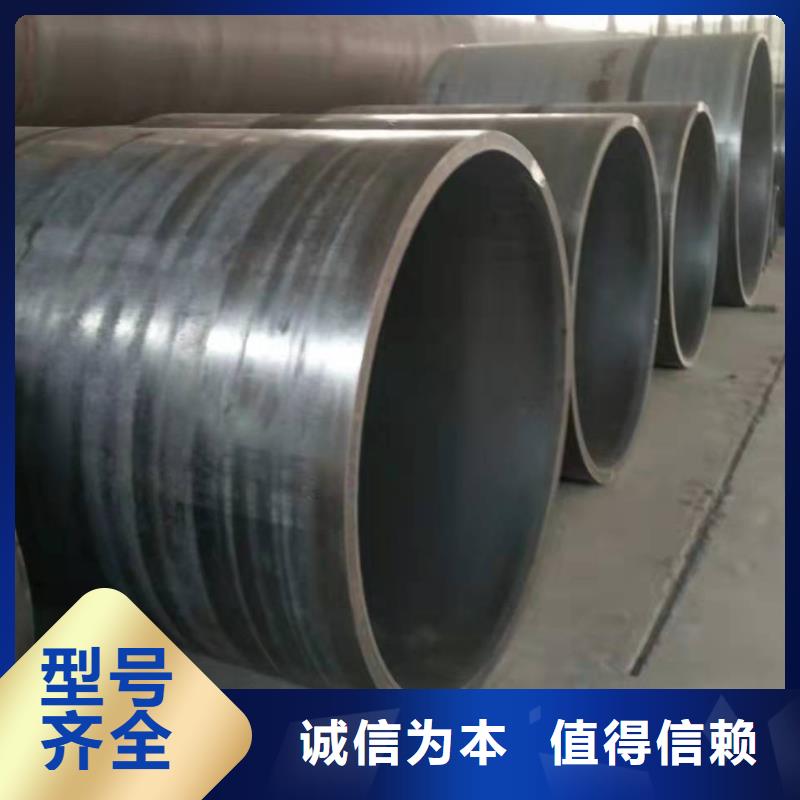








保护气氛的影响
采用液氨分解气体为保护气氛、液氨在400℃以上将发生如下分解反应。2NH3→3H2+N2qing气为还原气体,在一定条件下可以使某些金属还原,dan气为中性气体。以液氨分解气氛为保护气体,可使卷管表面白亮光滑,因而是经济、理想的保护气体。
固溶处理温度
固溶处理温度是固液处理工艺重要的参数之一,过高或过低都将会直接影响卷管的质量,温度过高钢板卷管组织粗化,性能下降,温度过低固溶不完全,应力消除不彻底,选用1080℃?10℃,并进行适当保温,碳化物得到充分溶解。
4.冷却速度
钢板卷管 铸造卷筒裂纹是一种在较高温度下形成的裂纹在体积收缩较大的合金和形状较复杂的铸件容易出现。?
产生原因:?
1.铸件结构设计不合理,有尖角,壁的厚薄变化过于悬殊?
2.砂型(芯)退让性不良?
3.铸型局部过热?
4.浇注温度过高?
5.自铸型中取出铸件过早?
6.热处理过热或过烧,冷却速度过激?1、铝和其他软金属?
首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。
其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。
其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。
其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。
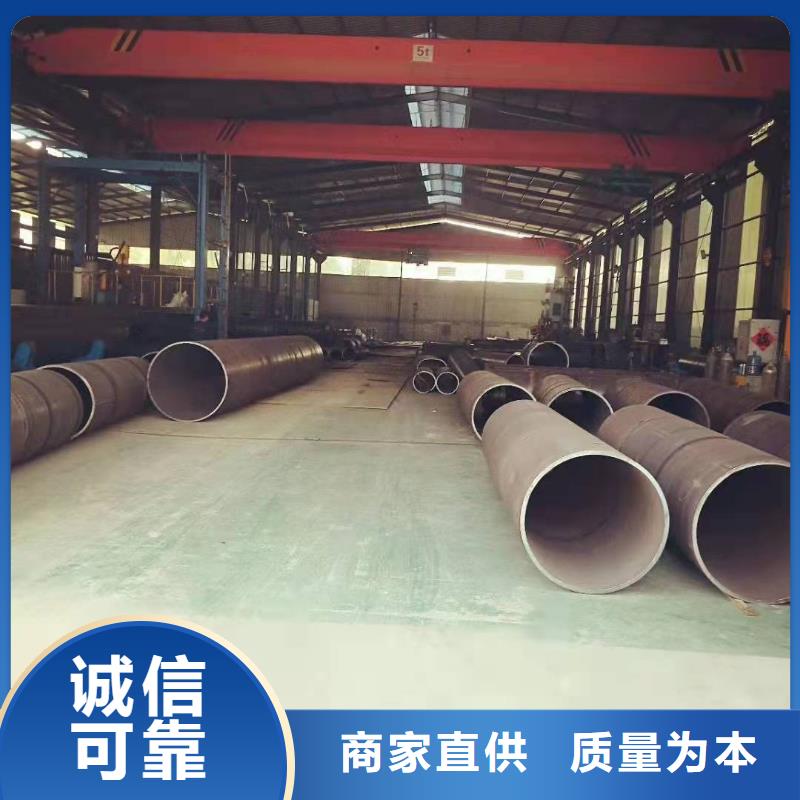
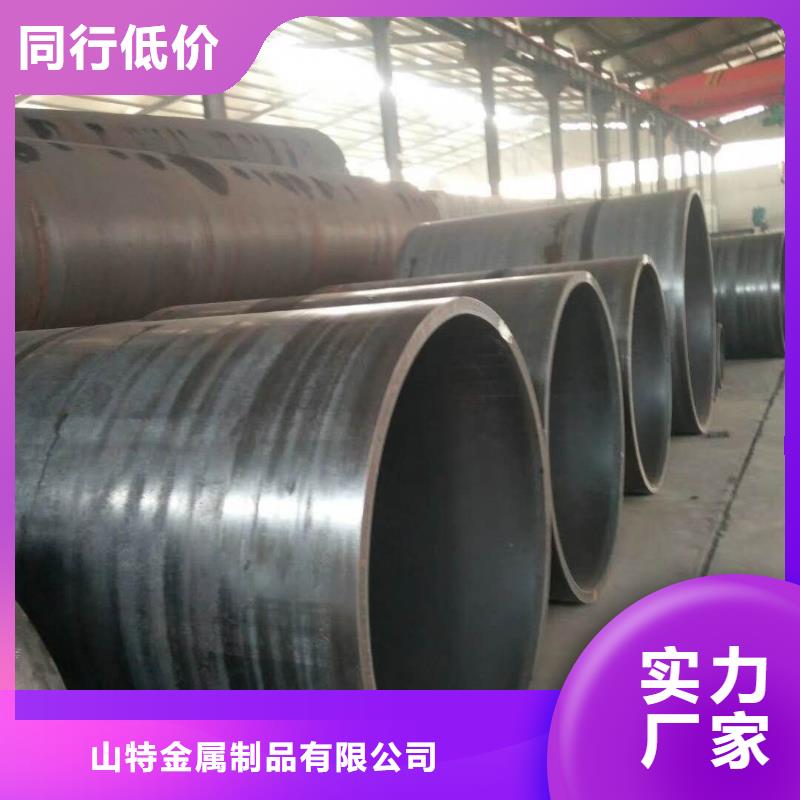
厚壁钢板卷管锥形卷管、异形卷管工艺流程图
锥形卷管、异形卷管成型注意事项:
①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快;
②在辊子的一段加一个旁轮卷锥装置;
③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进.
:大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图

