


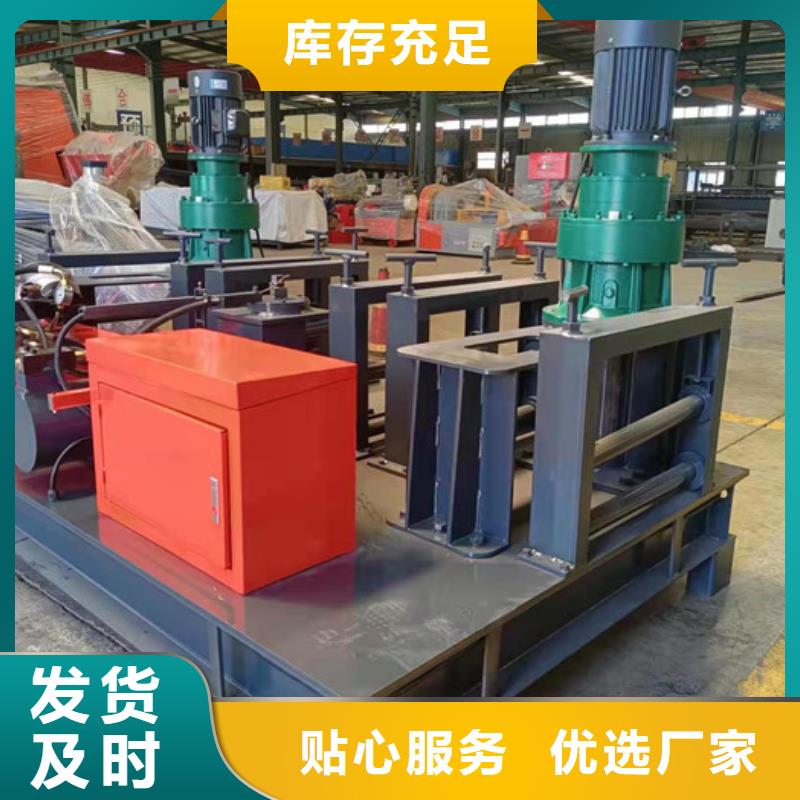



绵阳250工字钢冷弯机隧道成型机
冷弯成型工艺是一种具有突出先进适用性的板金属成型工艺并具有节能节材高效的特点.成型辊是冷弯成型机组中的重要的部件由于冷弯型钢机组的成型道次较多轧辊用量很大多品种的轧辊则需要更多的辊片.为了满足冷弯型钢生产不断提出的要求轧辊的材质也在不断地变化和改进这就对轧辊的制造也有更高的要求.采用CAD/CAM技术用于轧辊的设计及制造极大地推动了冷弯成型技术的发展. 本文针对冷弯型钢轧辊利用Pro/E中的Pro/TOOLKIT工具包进行基于二次开发技术的CAD/CAM研究.在VC开发环境下使用动态链接库(DLL)模式利用MFC DLL类型在已有的冷弯型钢轧辊CAD基础上开发出冷弯型钢轧辊的CAD/CAM集成系统.其中采用特征建模技术将轧辊特征分类后进行参数化设计并存储;利用特征拼合的方法建立了轧辊的三维实体模型;分析了轧辊的工艺方案确定了轧辊的加工工艺以及轧辊加工的数控代码. 该系统主要由冷弯型钢轧辊特征模型建立轧辊的计算机辅助工艺设计和轧辊的计算机辅助制造三部分组成工字钢冷弯机
宝润机械有限公司

 拱架采用Φ22钢筋加工制作160格栅拱架,共分为3个单元,A单元为上台阶(拱部)每榀由3节组成B单元为边墙,每榀拱架各两节;C单元为边墙,每榀拱架各两节拱架制作按照上图施工,角钢钻孔直径为26mm不得烧孔,N9钢筋采用点焊,其它构件采用单面满焊。施工注意:本交底只是格栅拱架各部件加工制作和拱架的弧度,拱架长度要根据开挖尺寸加工,本段线间距加宽20cm。预留变形量7-10cm。拱架制作时,长度尺寸需考虑进去。连接角钢应使用切割和机械钻孔,禁止气割和烧孔。如发现按照废料处理。······一、拱架制作二.钢筋网片&大象山隧道IIIc拱架钢筋网制作安装施工技术交底立即下载等级:文件2MB格式doc关键词:本交底只是格栅拱架各部件加工制作和拱架的弧度,拱架长度要根据开挖尺寸加工,本段线间距加宽20cm。预留变形量3cm。拱架制作时,长度尺寸需考虑进去。连接角钢应使用切割和机械钻孔,禁止气割和烧孔。如发现按照废料处理。钢筋网片使用Φ6.5钢筋制作,网格间距为25*25cm,采用点焊制作,每片网片的尺寸建议为1.2*1.5m(纵*环),方便安装,施工队可以加工制作可以适当调整,但必须保证网格尺寸符合设计要.
拱架采用Φ22钢筋加工制作160格栅拱架,共分为3个单元,A单元为上台阶(拱部)每榀由3节组成B单元为边墙,每榀拱架各两节;C单元为边墙,每榀拱架各两节拱架制作按照上图施工,角钢钻孔直径为26mm不得烧孔,N9钢筋采用点焊,其它构件采用单面满焊。施工注意:本交底只是格栅拱架各部件加工制作和拱架的弧度,拱架长度要根据开挖尺寸加工,本段线间距加宽20cm。预留变形量7-10cm。拱架制作时,长度尺寸需考虑进去。连接角钢应使用切割和机械钻孔,禁止气割和烧孔。如发现按照废料处理。······一、拱架制作二.钢筋网片&大象山隧道IIIc拱架钢筋网制作安装施工技术交底立即下载等级:文件2MB格式doc关键词:本交底只是格栅拱架各部件加工制作和拱架的弧度,拱架长度要根据开挖尺寸加工,本段线间距加宽20cm。预留变形量3cm。拱架制作时,长度尺寸需考虑进去。连接角钢应使用切割和机械钻孔,禁止气割和烧孔。如发现按照废料处理。钢筋网片使用Φ6.5钢筋制作,网格间距为25*25cm,采用点焊制作,每片网片的尺寸建议为1.2*1.5m(纵*环),方便安装,施工队可以加工制作可以适当调整,但必须保证网格尺寸符合设计要.
