18539023766




发布时间:2024-07-28 16:42:26 浏览次数:1 公司名称:[辽源]建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 最小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |


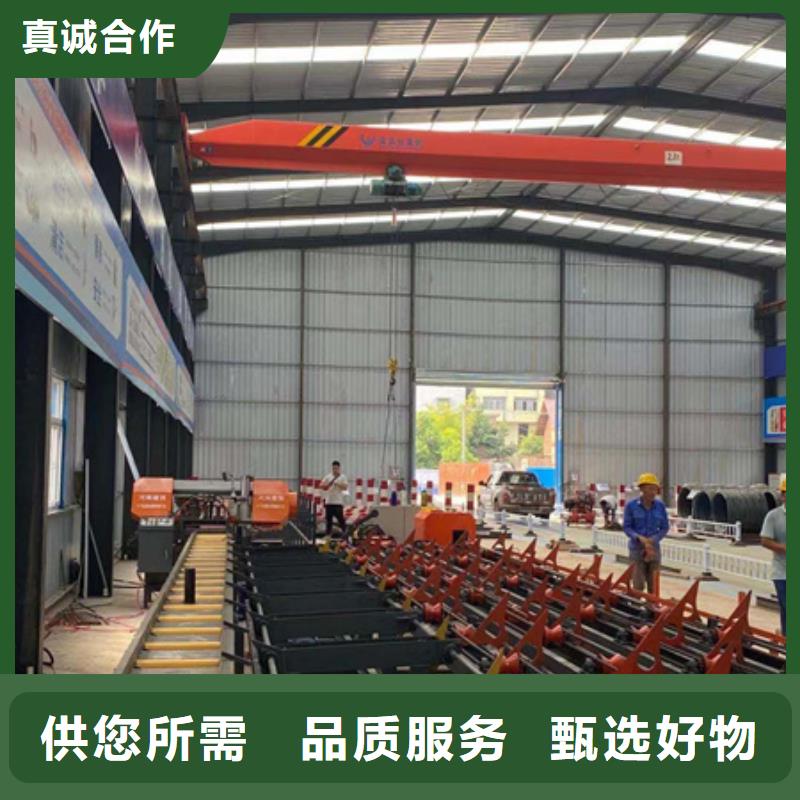

数控钢筋弯曲中心有着重要的作用,想要了解更多数控钢筋弯曲中心的问题欢迎来电咨询,我们会用的服务来回答您的问题。 机械弯曲成形要求:1.在机械正式操作前,应检查机械各部件,并进行空载试运转正常后,方能正式操作,2.操作时注意力要集中,要熟悉工作盘旋的方向,钢筋放置要和挡架,工作盘旋转方向相配合,不能放反 辽源整捆切钢筋锯床资质齐全
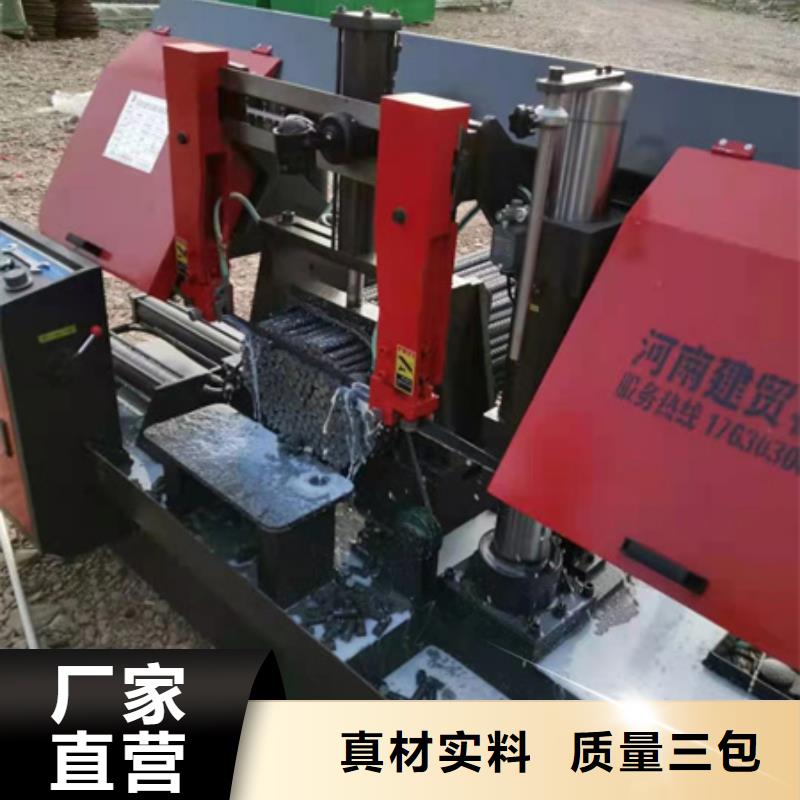
产品介绍:钢筋带锯床车身为铸铁件,立柱由一大一小圆柱组成,大圆立柱作为锯架动的轨道,是用以支撑上下升降运动,并保证的导向,小圆柱起辅助作用,从而保证锯条的正常切削。中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品的工作台,转动手轮或按住按钮,使左钳口左右运动。锯梁和传动机构,由厚钢板切割成形焊接而成,具有较强的刚性,其右后侧固定有涡轮箱,箱内的涡轮于锯梁上面的主动轮固接,二者同步旋转,左侧为锯条的回转运动,由主电机、皮带轮、涡轮付经两级变速将驱动传递到主动轮,再由主动轮、锯条驱动被动轮来实现的,锯条运转速度共三挡。
性能特点1
本机采用台湾技术,双立柱结构,保证导向精度,锯削稳定可靠。
性能特点2
锯切下的工件不会松动,避免压损锯带,保护锯带。
性能特点3
钢刷清屑,有效清理锯齿间铁屑,延长锯带使用寿命。
 jmc
jmc
产品质保期,按照 相关规定和合同双方要求的质保期执行。质保期为十二个月。在遇有问题接到用户通知后及时维修处理。质保期内免费维修,质保期满后以同样的速度做出反应并及时维修处理,只收成本费。对于用户有对产品的安装、调试、培训有需要的提前说明,我们数控机床提供现场技术支持。产品如需改装,升级的我们会配合协助用户的工作。
正品保证:在上售卖的机床均为正品,并由滕州国威数控机床为您购买的每一款液压机进行承保。
关于铣床配件:如非特别说明,卧式铣床类商品图片中的立铣头、分度头等配件均为拍摄搭配之用,不包含在所售商品中。
色差问题:数控机床所有产品均采用专业拍摄,但由于每个人的电脑显示器不同,显示上不排除会出现色差问题,用户如对产品有颜色要求,订购时请加以说明,没有说明的最终以厂家标准颜色为准。
商品包装:出口产品为木箱钉装,在保证不影响到产品运输的情况,内销产品的包装为聚乙烯薄膜包装,但我司保证所售商品均为厂家直销,商品包装请以实物为准,包装如有要求敬请用户订货时请提前说明。

金属带锯床锯床带锯条的常见疑问因操作不妥形成的要素:
1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。
2.操作时因为大意行事,致使工件未夹紧或夹紧的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下被迫打齿。
3.安装锯带不到位,锯带背部磨爬锯轮的止口边际,使锯带反常作业。
4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。四川工地钢筋切削带锯床,地铁工程专用金属带锯床 钢筋厂加工带锯床 半自动钢筋切割带锯床 如何正确使用钢筋切割带锯床

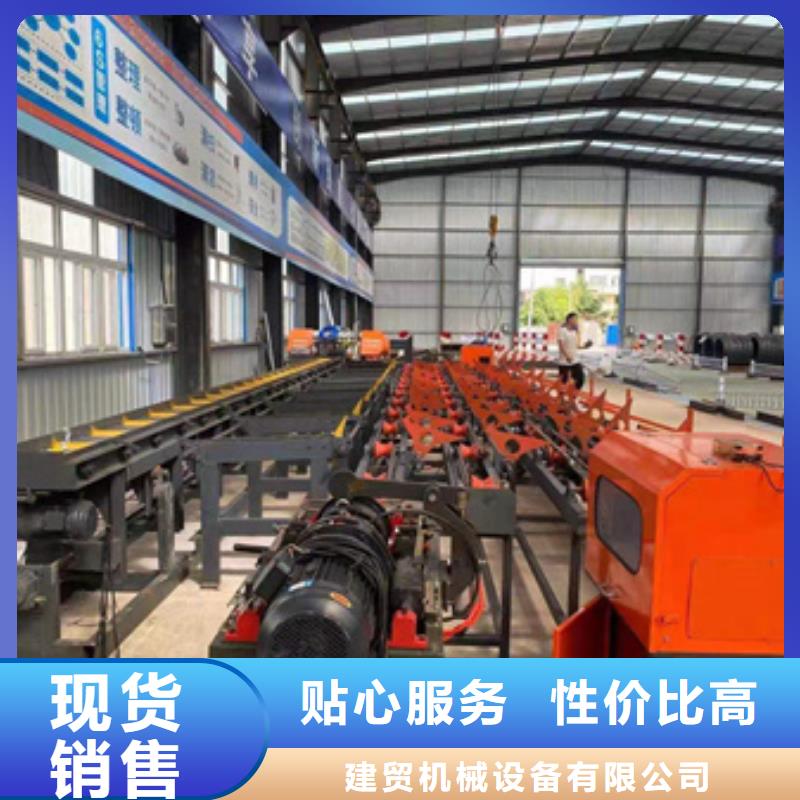
钢筋锯床是根据客户需求设计专业锯钢筋经济型锯床,适用于高铁隧道等工地的钢筋齐头锯断;工作夹紧采用液压夹紧,操作方便;锯切稳定,精度高;双立柱结构,操作平稳;导向块结构合理,延长锯条的使用寿命。
主要技术规格:
锯削尺寸(圆料、方料) 400mm、250mm、500mm
成捆料(宽*高) 300*180mm
带锯条(长*宽*厚)4570*31*1.06mm
锯削速度(无级调速) 18-90m/min
锯带轮直径 585mm
出料盘长度520mm
后钳送料进给次数9
一次 送料长度590mm
冷却液箱容量90L
液压油箱容量70L
双立柱卧式金属带锯床系列带锯床特点:
双立柱结构,垂直升降,稳定性高
切削速度液压控制,无极调速
工件夹紧液压夹紧,操作方便
定制三向液压紧紧装置
该产品具有结构紧凑、性能稳定、操作简单、生产效率高、安全性强等特点
锯条断裂感应,自动紧急停机
主要特点:
-人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态操作提示,参数设定。
-PLC可编程控制控制器,设定锯切全过程的自动程序。
-送料长度采用光栅尺控制,长度误差小于0.2mm。
-采用滚动轴承和硬质合金的锯条导向装置和锯条过载保护装置。