

不要犹豫,点击播放我们的20#法兰毛坯规格齐全产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:20#法兰毛坯规格齐全的图文介绍

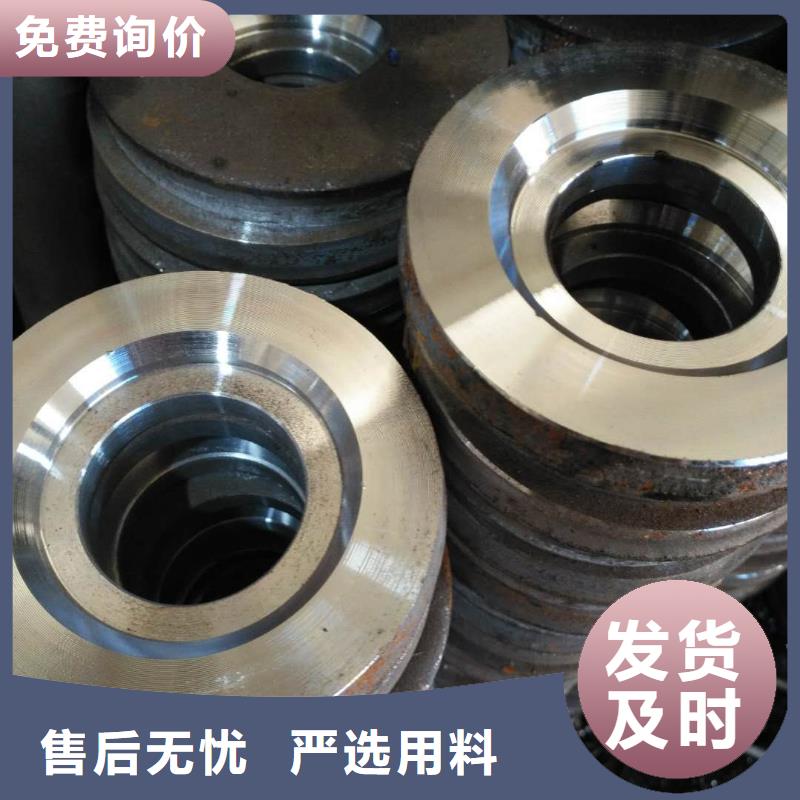
环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。1、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。


船用法兰
船用法兰(船标法兰)属于船标法兰标准体系。是船标法兰(又称CBM法兰)的其中一种表现形式,是船舶设备或管道上常用的法兰。
船用法兰分类:
船用平焊法兰
是将管子插入法兰内圈焊接的法兰,平焊法兰分为带颈平焊法兰和板式搭焊法兰两种。平焊法兰的优点是制造简单、生产成本低,但不耐高温高压,主要用于压力低于2.5 MPa的常温管路,是船舶采用多的法兰。
船用对焊法兰
又称高颈法兰,就是指带颈的有圆管过渡的并与管子对焊连接的法兰。对焊法兰刚性较大不易变形,密封好,应用广泛,适用于压力温度较高的场合,公称压力高于PN16MPa。主要用于压缩空气管系、二氧化碳管系。
船用松套法兰
又称活套法兰,一般都是管道的材质造价很高,为降低成本而采用与管道同材质的内接件和不同材质的法兰组合,就是利用翻边、钢环等把法兰套在管端上,法兰可以在管端上活动的一种管件。松套法兰一般用于铜镍合金管和伸缩节上。
船用液压法兰
船舶液压管系压力非常高,所以都采用特制的承插式高压方法兰,法兰厚度根据管径不同在30mm—45mm左右,这种法兰一般采用一片凹法兰与一片凸法兰的连接方式,用O型圈作为密封材料。



连云港搏远金属制品建于2012,现拥有50多专业技术人员,我公司是一家拥有完整技术研发、市场销售、设计施工、售后服务为一体的 热扩法兰毛坯厂家,是 热扩法兰毛坯的专业生产厂家,并可根据用户需要进行设计生产,具有承揽大型 热扩法兰毛坯订单的能力,产品销往全国各地,深受用户好评。


24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉、质量、用户”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,切割速度受到气体射流速度的限制。


