


上饶钜顺模具制造厂主要生产 护坡模具等系列。几年来,公司不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的能力、管理水平、服务意识,始终处于水平。与时俱进,新高。严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与好评。诚信是金。人无信不立,商无信不远,站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于生产工序中,以质量赢得信誉,以信誉创造奇迹,正是由于这种信念使我们的产品达到了近乎于零的返修率。本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!



成型塑料制件的任务书通常由制件设计者提出,其内容如下:
1. 经过审签的正规制制件图纸,并注明采用塑料的牌号、透明度等。
2. 塑料制件说明书或技术要求。
3. 生产产量。
4. 塑料制件样品。
通常模具设计任务书由塑料制件工艺员根据成型塑料制件的任务书提出,模具设计人员以成型塑料制件任务书、模具设计任务书为依据来设计模具。
二、 收集、分析、消化原始资料
收集整理有关制件设计、成型工艺、成型设备、机械加工及特殊加工资料,以备设计模具时使用。
1. 消化塑料制件图,了解制件的用途,分析塑料制件的工艺性,尺寸精度等技术要求。例如塑料制件在外表形状、颜色透明度、使用性能方面的要求是什么,塑件的几何结构、斜度、嵌件等情况是否合理,熔接痕、缩孔等成型缺陷的允许程度,有无涂装、电镀、胶接、钻孔等后加工。选择塑料制件尺寸精度 的尺寸进行分析,看看估计成型公差是否低于塑料制件的公差,能否成型出合乎要求的塑料制件来。此外,还要了解塑料的塑化及成型工艺参数。



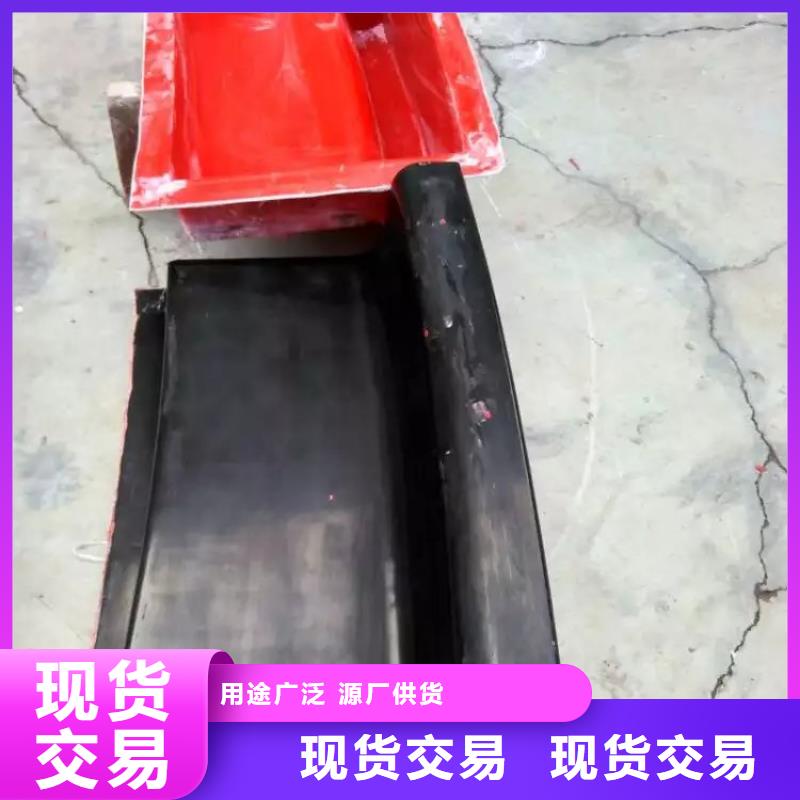
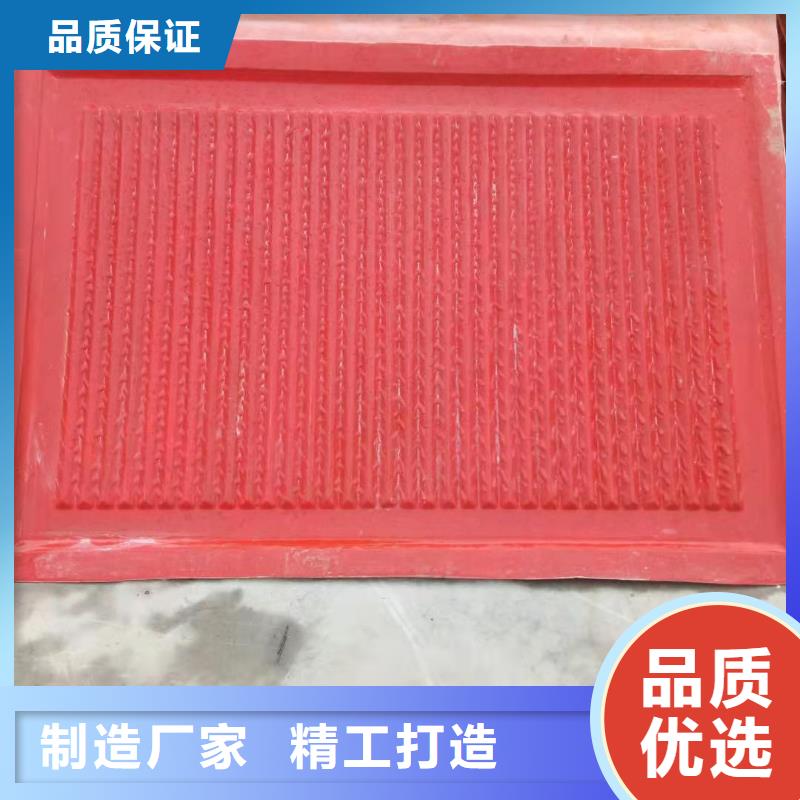
用来做玻璃钢的模具有很多种,如:木模,硅胶模,石膏模,玻璃钢模,钢模等。现简单说说玻璃钢模具的制作方法:玻璃钢模具有阴模,阳模,对合模等,具体选用哪种内型要看产品的结构,工艺,质量要求等。不管选用哪种内型,做之前先分析产品结构, 要考虑怎样分型,以便于脱模。制作:模具胶衣(如,940)一遍,厚度在0.2MM左右,涂刷均匀,胶衣固化后一层表面毡,注意控制树脂含量。表面毡固化后检查表面有无气泡,如果有的话用刀挑掉,180号砂纸将表面打毛,除去灰尘,(一般建 议做两到三层待其固化,做的时候用辊筒赶尽气泡,毡做好后,做04或06布,(布与毡交替制作,注意方向性),直到所需厚度。 (一般模具厚度不超过10MM)。模具做好后,有的还需要制作加强筋。有条件的话可将模具放置于烘房(温度40左右)24小时。脱模,切除毛边,打磨,(鹰牌水砂纸),根据模具表面情况一般从600号开始,直至2000号,(水磨时注意方向性)间隔性检查一下 。抛光,先用1号抛光剂,后用三号。处理结束之后打蜡或者脱模剂。
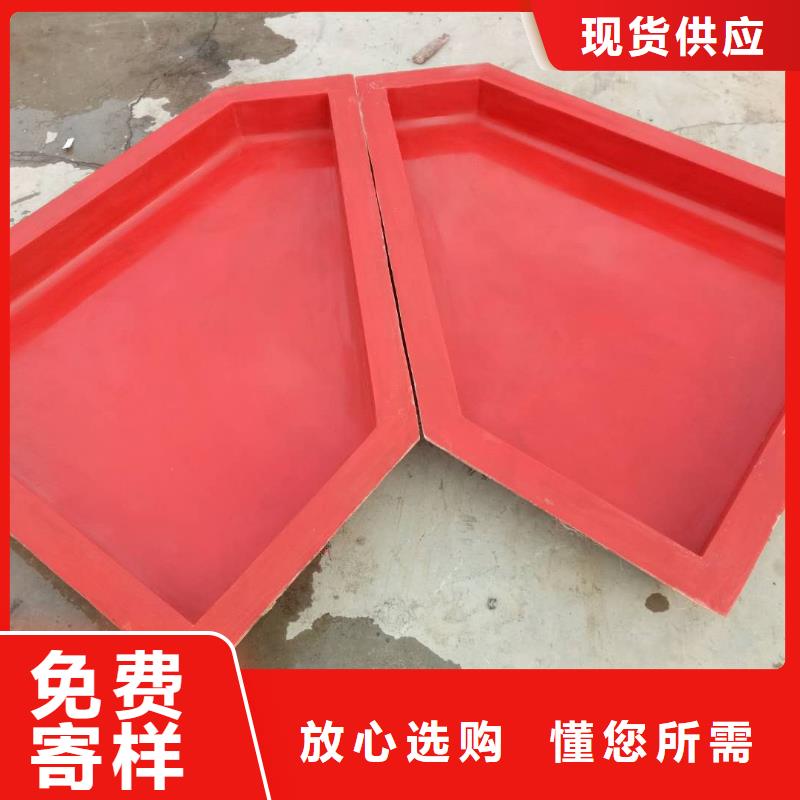
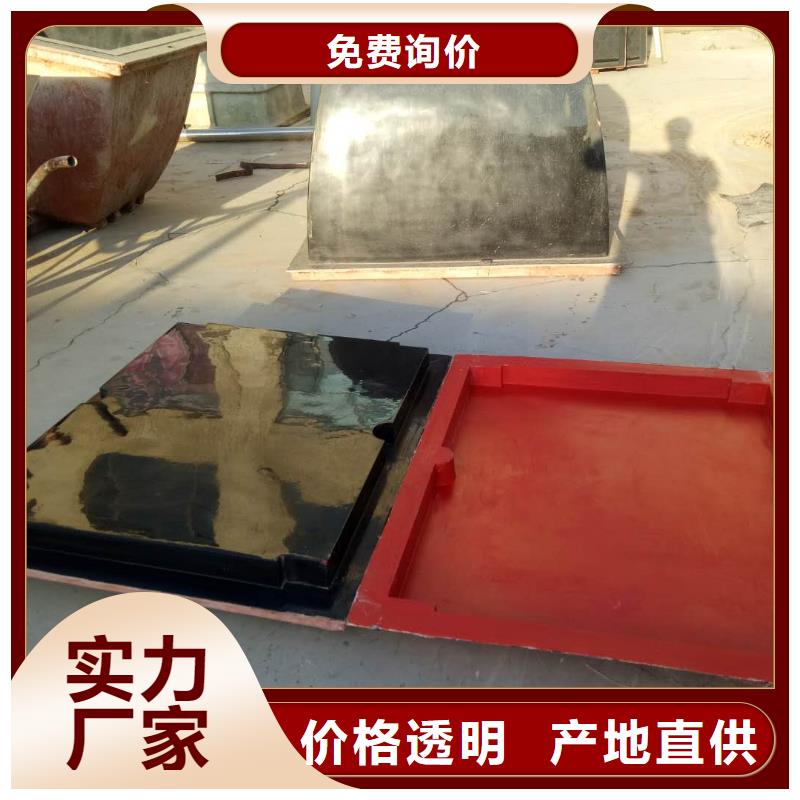
此外,我国的模具产业规模,水泥塑料盖板模具,产业结构等方面也需要不断的进行改革更新。盖板模具是根据工程图纸规定设计出的护坡模具,用搅拌好的水泥混泥土原料,倒入模具内,经过震动台只需震动几秒就可以,等水泥硬化就可以脱模了,也就可以循环使用。盖板模具护坡模具厂可根据客户具体要求分别设计产品规格、图案色彩、行业图标以及客户等各种文字内容,为客钜顺模具制造厂专业为电力、电厂、高铁、地铁、市政、通、网络等单位生产无机复合材料制品、砼制品等,是集自主开发、制造销售、终端服务为一体的民营企业专业生产,桥梁盖板钢模具,连体路沿石玻璃钢模具,路沿石玻璃钢模具,背板模具,围墙压顶模具,标志桩塑料模具,河界标志桩模具,电缆标志桩模具,燃气标志桩模具,管道标志桩模具,通标志桩模具,电力标志桩模具,建筑标志桩模具,水利标志桩模具,枕木模具,路轨模具,轨枕模具,道轨模具,道枕模具,路枕模具,树脂模板,印花模具,防撞护栏模具,电网盖板模具,矩形块模具,分水槽玻璃钢模具,止水带塑料模具,止水带玻璃钢模具,水沟底板模具,减速带模具,锁块护坡模具,十字护坡模具,连锁块模具,植草砖模具。以上是本厂多年的销售情况,客户常用到的尺寸,另外本厂提供专门定制不同尺寸型号的模具,产品质量精致,价格实惠,欢迎广大新老客户来厂参观,咨询,
以合理的价格,更高的质量、更快捷方便的运输为你服务.
厂长:欢迎新老客户来人、来电、来函、惠顾,共同发展我们的美好明天 13703124992


加温阶段即达到玻璃钢SMC模压成型温度的环节。该环节中,同样需要控制模温机升温速率和温度。对快速模压工艺,装模温度即为压制温度,不存在升温速率问题。而慢速模压工艺,应依据模压料树脂的类型、制品的厚度选择适当的升温速率。 成型温度与模压料的品种有很大关系。成型温度过高,树脂反应速度过快,物料流动性降低过快,常出现早期局部固化,无法充满模腔。温度过低,制品保温时间不足,则会出现固化不完全等缺陷。
模具温度低时,玻璃钢难以固化成型。同时由于温度低,固化反应速率慢,会造玻璃钢交联反应速度长,影响生产效率。玻璃钢局部因含胶量少而分层,从而进一步影响整体树脂的交联度,造成玻璃钢硬度低、耐蚀性、耐热性下降。
如果模具温度过高时,物料内部反应太快,整体玻璃钢脆性过大。同时分子间化学反应快,一些有效的活性基因来不及反应就被冻结。造成应力集中,玻璃钢发生开裂。



