



2、时效性。相比传统的手动打孔机,液压小导管成型机在打孔速度上得到了很大的突破,输入产品编码或者参数后即可高效打孔。
3、功能性。打孔机较传统手动打孔机而言,其全自动化、高效扫描、自动产品检索等多种功能,让它取代传统手动打孔机成为可能。
在隧道开挖前,将小导管沿开挖轮廓线打入掘进前方稳定的岩层内,末端支承在隧道拱部的钢架上,并对小导管进行注浆,增加小导管的刚度和固结前方松散围岩,使其起到支护掘进进尺范围内拱部上方的围岩,有效地约束围岩在( )开挖后的一定时间内不发生松驰坍塌。
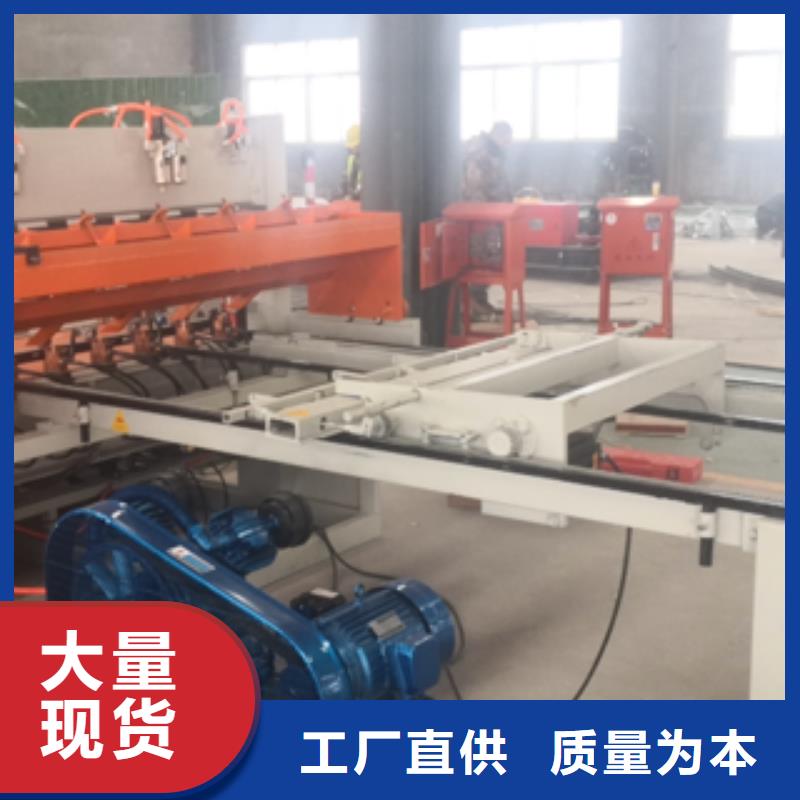
小导管箭头机技术参数
型号:JMDGJ-50 弯管能力mm:48/50*2
一次缩管能力mm:400 成形时间:7-30秒/次
模具开闭量:50mm 电动功率Kw:5.5kw

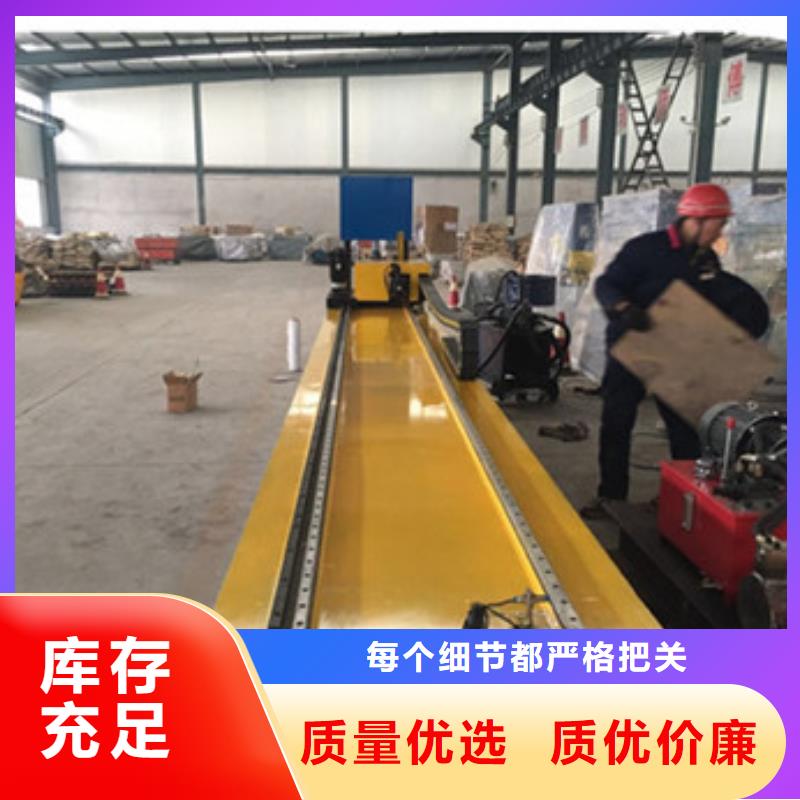
工字钢冷弯机工作原理:把钢材放在冷弯机上,与减速器带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制油缸工作,工作油缸推进,将工字钢与三个支撑滚轮压紧并未发生弯曲变形时开始计算,油缸再推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动钢材工作,反复操作,达到所需为止。
工字钢冷弯机操作:1、设备摆放平稳,四轮受力均匀。2、设备使用前,先检查传动箱侧面油标所显示的油位,如果油位低于油线时,须从箱体盖上向箱体内注润滑油,直到达到油线位置。3、夏季注入46号液压油,冬季可注入48号液压油。正常使用半年后,换油一次,可保证设备正常运转和延长寿命。4、操作人员了解并掌握该设备的结构及工作原理和保养检查点。5、压轮进给时,先将上面圆螺母松开,进给到达刻度后,再将圆螺母拧紧固定;被动压轮进给时应将工件完全退出。
本设备是用油为介质,必须做好油及本设备的清洁保养工作,以免淤塞或漏油影响使用效果。油液必须保持干净, 次使用的时间不应超过两个月,更换时,应同时清洗过滤网和油箱,注意过滤网可放在煤油中冲洗,不能用硬刷子刷洗,如油液未变质,在经过过滤后仍可使用。
经常检查设备需润滑处是否有堵塞现象。
每班工作结束后,请用收回油缸。
若长期不使用设备,则要在滑动处面上涂上防锈油。
试机
为保证工作顺利,在开始工作前二定要把机器调试好。
检查电源是否正常。
检查电机油泵组是否正转。
将压力表开关打开,溢流阀调压手轮松开。
点动电机,检查旋转方向是否正确。
检查电液阀和点动开关是否正常。
6000mm。也可根据要求定制非标设备。 5)操作界面简单易学,傻瓜操作,有自动计算功能,有单支等距冲孔(专业针对防盗窗管材冲孔设计程序,只要把料长,冲针直径,孔数输入电脑,就会自动计算头尾长度和孔距)。 6)送料方式:采用液压/气动夹紧工件自动进料后按孔距自动向外送料送料方式采用高精度伺服电机自动控制送料。
青海海西全自动数控小导管箭头成型机_小导管箭头成型机
可采用引孔或直接顶入方式。 1用电钻钻孔,孔直径大于小导管直径的10-20mm,孔深视导管长度而定。 2插入导管如插入有困难,可用带有顶进功能的风钻将套管顶入。 3用吹风管吹出孔内的杂物。 4小导管尾缠棉纱,使得小导管与钻孔密贴,并用棉纱将空口堵紧。 5小导管安装后必须使得其周围一定范围内用喷射砼封闭。喷射厚度控制在5-8cm。
小导管尖头机操作:小导管尖头机通过机械传动带动钢管旋转并在钢管的一端用火焰加热当达到一定温度时用成型模对加热的钢管头部进行赶制直至达到所要求的。甘肃天水小导管打眼机_小导管箭头机
 jmc
jmc
工作原理:把工字钢放在冷弯机上,与减速器带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制油缸工作,工作油缸推进,将工字钢与三个支撑滚轮压紧并未发生弯曲变形时开始计算,油缸再推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动工字钢工作,反复操作,达到所需为止。
使用须知
设备安装在坚硬的基础面上,找正,以进给导轨面处于水平位置为准。
工字钢必须在水平的工作台上(带有滚动的工作台)工作。
使用前必须加油(减速器加30#机油,油箱加46#液压油),以后定期更换新油。
试机
 <广东>建贸机械设备有限公司
<广东>建贸机械设备有限公司