
想要知道镀锌钢板型号齐全产品如何?看视频就知道!看视频,选产品更明智!
以下是:镀锌钢板型号齐全的图文介绍


坡口角度很小的埋弧焊称为窄间隙埋弧焊。窄间隙埋弧焊的坡口面角一般为1-4,在复合耐磨板进行窄间隙埋弧焊的过程中,坡口面角随着焊缝收缩也相应地缩小到接近零度,使坡口变成具有一定宽度的间隙,此间隙宽度略大于导电嘴的宽度。 窄间隙埋弧焊一般焊接复合耐磨板,厚度为350mm,间隙尺寸为18-25mm。复合耐磨板窄间隙埋弧焊具有下列优点:坡口窄小,熔敷金属量小,节省焊丝、焊剂、电能和工时。焊头自动跟踪焊缝,与一般埋弧自动焊相比,可避免人工调节焊头偏差引起的焊接缺陷,所以窄间隙埋弧焊性能可靠能确保焊接质量。 窄间隙埋弧焊采用脱渣性好的细颗粒焊剂,自动回收焊剂,焊工避免了清渣和筛选焊剂的工序。窄间隙埋弧焊采用线能量较小的焊接规范,改善了焊接接头的力学性能。由于复合耐磨板的坡口窄小,使焊接应力小和焊接接头综合力学性能良好,了焊接接头的抗裂性能。 焊缝中的热裂纹由于双金属耐磨板的含碳量及合金元素含量都较高,其结晶温度区间较大、偏析较严重,因而具有较大的热裂倾向。热裂纹经常出现在条焊道弧坑和凹形角焊缝中。为防止热裂纹,在选择焊接材料时,应尽量选用含碳量低,含S、P杂质少的填充金属【一般控制w(C)在0.15%以下,不超过0.25%,w(S)和w(P)均不超过0.03%-0.035%】,焊接时必须填满弧坑和保证良好的焊缝成形。



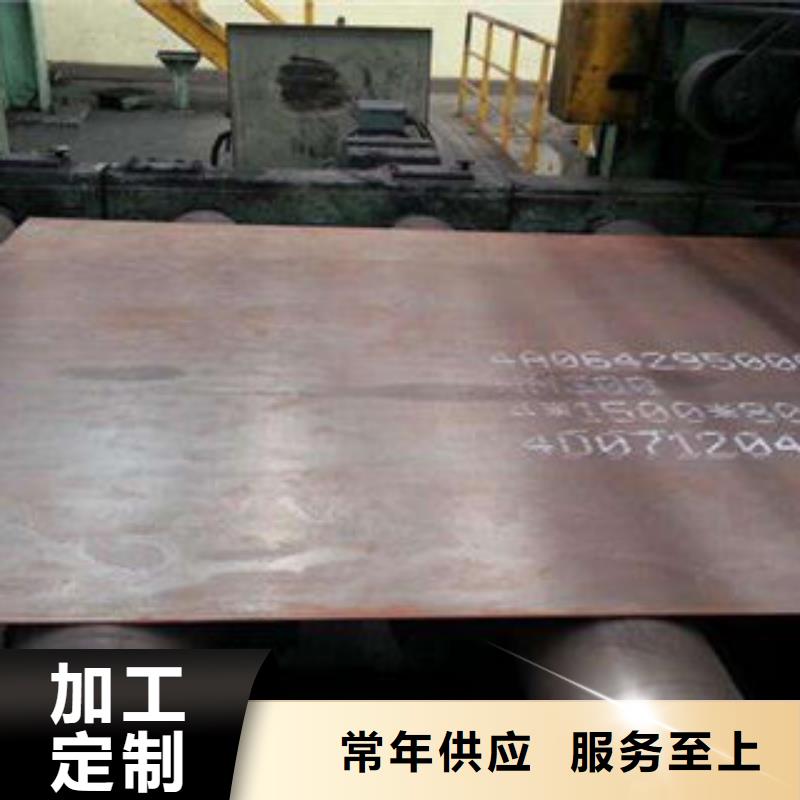
利用金相、透射电子显微镜研究了不同回火温度对复合耐磨板的显微组织与力学性能的影响,研究了氢在耐磨板中的扩散行为,用电子探针分析了热变形复合耐磨板微观组织中的碳浓度分布,同时结合慢应变速率拉伸实验研究了复合耐磨板的氢脆性。 复合耐磨板回火后组织变化明显,碳含量较高和晶粒显著细化作用使抗拉强度从1300MPa级到了1500MPa级,形变诱导铁索体晶粒中的碳含量明显过饱和。当扩散反应达到平衡态时,原子位移平均平方代换与反应时间成线性关系,随着焊后冷速的降低,冷却过程中逸出的氢增多。 通过试样充氢后放置试验,发现扩散氢量不受焊道数量的影响,在100~200℃保温时,复合耐磨板中逸出氢的总量变化不大,但逸出时间随温度的升高而明显缩短。在形变诱导铁素体相变过程中,碳没有发生明显的从铁素体向奥氏体扩散,当温度低于580℃热压退火处理时,扩散层厚度随Si含量的增加先急剧减小然后增大,其氢脆性也明显增加。 从热力学的角度分析,在高于奥氏体-铁素体平衡转变温度Ae3变形,在复合耐磨板基体晶界上严重偏析,生成Al-Cu相中脆的相(Al2Cu)。原子在x与y矢量方向扩散速度相近,且远大于z方向扩散速率,变形存储能的作用终降低了体系相变后的自由能,当温度高于580℃时,扩散层的厚度随Si含量的增加而增加。



兰州九晨钢铁制造成立至今,秉承“双赢”的发展理念,赢得了国内一大批企业、个人、商家的信任和支持!
兰州九晨钢铁制造重视人才、技术,实施的现代企业动作机制,坚持以“以客为本精益求精”的宗旨和持续发展的理念,不断完善【耐磨板】,推陈出新,以满足不同客户的需求。


另外有耐磨板的高温强度,强化晶界的作用。铝(Al):主要用于脱氧和细化晶粒。在渗氮耐磨板中形成耐蚀的渗氮层。含量高时,赋予双金属耐磨板在高温时抗氧化性和耐H2S气体的腐蚀性能。近年来,常把铝作为合金元素加入耐热耐磨板中。 通常把焊接复合耐磨板的方法分为熔焊、钎焊、和压焊三类。熔焊焊接过程中,将复合耐磨板的接头加热至融化状态,不加压力而完成焊接的方法称为熔焊。熔焊时,热源将待焊两工件口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连为一体。 钎焊焊接过程中,采用比母材熔点低的金属材料做钎料,将复合耐磨板和钎料加热到高于钎料熔点、低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,从而实现连接复合耐磨板的方法称为钎焊。 常用的熔焊方法有电弧焊、气焊电渣焊等。常用的钎焊方法有火焰钎焊、感应钎焊、炉中钎焊、盐浴钎焊和真空钎焊等。压焊焊接过程中,必须对复合耐磨板施加压力(加热或不加热),使两工件在固态下实现原子间结合,以完成焊接的方法称为压焊。



⑵时效处理:为了精密量具或模具、零件在长期使用中尺寸、形状发生变化,常在低温回火后(低温回火温度150-250℃)精加工前,把工件重新加热到100-150℃,保持5-20小时,这种为精密制件质量的处理,称为时效。对在低温或动载荷条件下的复合耐磨板进行时效处理,以残余应力,钢板材组织和尺寸,尤为重要。 大部分双金属耐磨板加工都是通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。根据双金属耐磨板的加工温度不同以分冷加工和热加工两种。双金属耐磨板的主要加工方法有:轧制:将金属坯料通过一对轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产双金属耐磨板常用的生产方式,主要用来生产型材、板材、管材。 分冷轧、热轧。锻造:利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工方法。一般分为自由锻和模锻,常用作生产大型材、开坯等截面尺寸较大的材料。拉拨:是将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。 任意切割的难题施工单位在施工过程中经常遇到顶梁柱留等需要俗接的点。是在桥梁、宇等圆柱多。结构盆杂的惰况下。钢棋等其自身的周限性无法任意切创,往往给实际施工造成很大的困难。耐磨衬板以其良好的结构性能,可以按照实际尺寸任意切割,为施工方降低了施工的难度,耐磨衬板和圆弧板采用特殊的处理,为缩短工期起到极大的作用。

