
为了让您更全面地了解我们的45号无缝钢管量大优惠产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:45号无缝钢管量大优惠的图文介绍

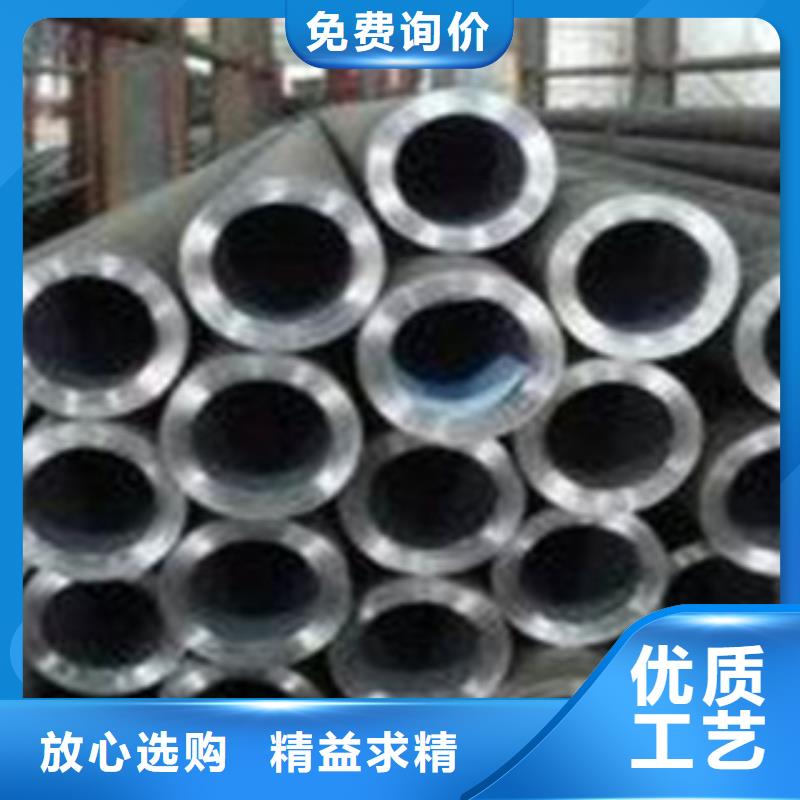
不锈钢管规格及外观质量:A、按GB14975-94不锈钢无缝钢管规定,无缝管厂的通常长度(不定尺)热轧钢管1.5~10m,热钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。B、热轧(热)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。 冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。 凡不超过允许负偏差的其他轻微表面缺陷可不清除。D、直道允许深度。热轧、热钢管、直径小于和等于140mm的不大于公称壁厚的5%,深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,深度不大于0.3mm。E、钢管两端应切成直角,并清除毛刺。 不锈钢无缝管造工艺:1.热轧(无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库无缝管厂轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。


无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
冷拔精密钢管的特点:1).外径更小。2).精度高可做小批量生。3).冷拔成品精度高,表面质量好。4).钢管横面积更复杂。5).钢管性能更优越,金属比较密。
热轧精密钢管后的区别
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即 成热轧酸洗板卷。
精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
冷拔精密钢管的特点:1).外径更小。2).精度高可做小批量生。3).冷拔成品精度高,表面质量好。4).钢管横面积更复杂。5).钢管性能更优越,金属比较密。
热轧精密钢管后的区别
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即 成热轧酸洗板卷。



平顶山钢兴钢管有限公司主营: 螺旋钢管。 公司产品质量过关,价格优惠,欢迎来电咨询,相信我们精心的努力,完善的服务体系,一定会得到大众的认同。我们始终奉行“质量di yi、诚信为本、开拓进取、客户至上”的经营理念为宗旨,并热情欢迎新老客户与我们建立长久的业务,谋求双赢。 z u i主要的是我们价格很优惠,质量很过关!量大的还可以价格从优!总之我们的服务宗旨是质量di yi,薄利多销!刘学成

钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为或。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。 穿孔后,圆管坯就先后被三辊斜轧、连轧或。后要脱管定径。定径机通过锥形钻头高速入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过冷却,钢管经冷却后,就要被矫直。 2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拔(轧)无缝钢管的轧制方法较热轧(无缝钢管)复杂。它们的生产工艺流程前三步基本相同。 不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。
