



以下是我们上传的5310无缝钢管定制实拍视频,您可以点击观看。
以下是:5310无缝钢管定制的图文介绍


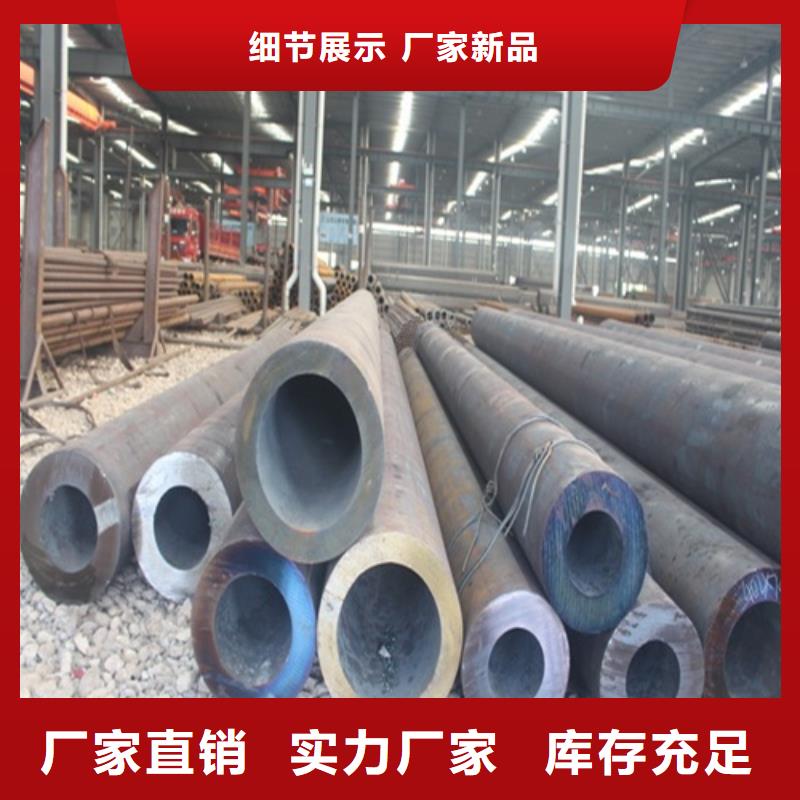
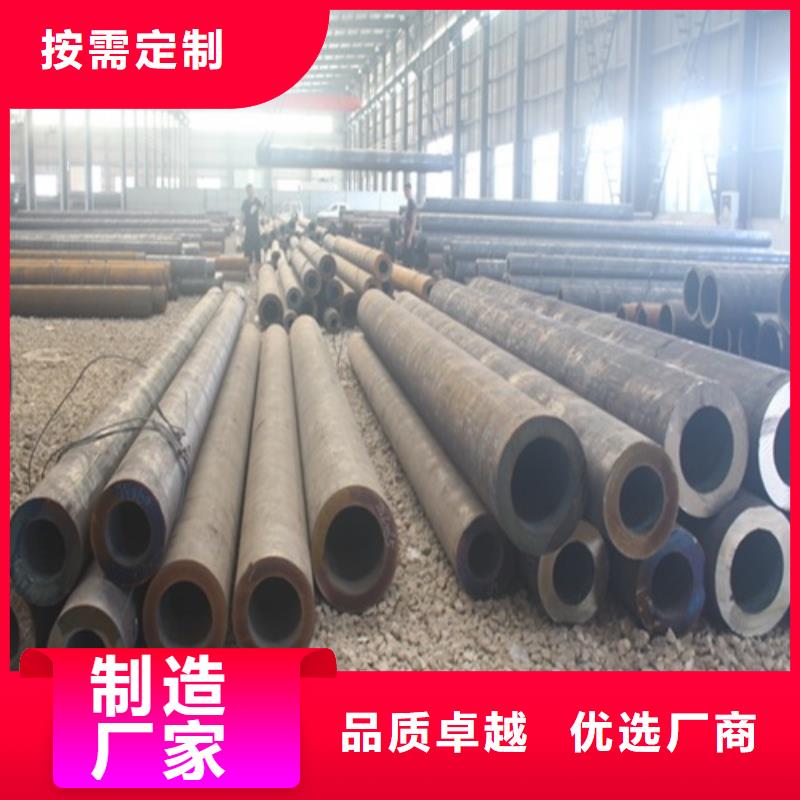
Q345B无缝钢管流程 1、Q345B无缝钢管无缝钢管广泛应用于石油钻杆、汽车传动轴、自行车车架、钢结构脚手架等结构部件和机械部件的制造。关注我们,了解更多管件知识。 2、Q345B无缝钢管一般无缝钢管的生产工艺可分为冷拔和热轧两种。无缝钢管一般由碳素结构钢、普通高合金钢、优质合金钢和合金工具钢经热轧或冷拔制成。 3、Q345B无缝钢管,无缝钢管具有中空截面,用于输送液体,如原油、天然气、液化气、水和一些固体物料。冷拔(title→退火→酸洗→上油(镀铜)多道次冷拔(冷轧)空管→热处理→探伤)嗯,那就是无缝钢管。



一、精密无缝钢管酸洗工艺 精密无缝钢管的酸洗方法主要有浸渍酸洗、喷淋酸洗和酸洗。一般采用浸渍酸洗法,批量生产时可采用喷淋法。钢铁零件通常在温度为40°C的硫酸溶液中进行酸洗。当溶液中的铁含量超过80g/L,硫酸亚铁超过215g/L时,应更换酸洗溶液。常温下,钢用体积1-2成的盐酸溶液进行酸洗,不易引起腐蚀和氢脆。因为酸对金属有很大的腐蚀作用,所以有必要添加缓蚀剂。清洗后,金属表面呈银白色,表面钝化以提高不锈钢的耐腐蚀性。 为了硅藻土载体表面的吸附,减少色谱峰拖尾,需要在使用前对载体进行酸洗或碱洗。酸洗是将载体用6mol/L盐酸浸泡2h或用浓盐酸加热30min,过滤,用水洗涤至中性,然后干燥。酸洗可以去除表面的铁、铝、钙、镁等杂质,但不能去除硅醇基。酸洗载体适用于分析酸性样品。 二、精密无缝钢管酸洗的作用 精密无缝钢管表面应脱脂除锈,为下道工序做好准备。在生产过程中,酸洗工艺是去除表面的氧化皮,然后经过润滑处理(碳钢-磷皂化、不锈钢-牛油石灰、铜管和铝管-油涂层),并使用旧工艺-镀铜),然后进行拉拔和深加工。如果不酸洗精密钢管的话,表面可能会有氧化物和油脂,磷化液核能无法去除,磷化质量会降低。


45#无缝钢管具体介绍: (1)模具钢的特性常用中碳调质结构钢。该钢冷塑性一般,退火、正火比调质时要稍好,具有较高的强度和较好的切削加工性,经适当的热处理以后可获得一定的韧性、塑性和耐磨性,材料来源方便。适合于氢焊和氢孤焊,不太适合于气焊。焊前需预热,焊后应进行去应力退火。 正火可改善硬度小于160HBS毛坯的切削性能。该钢经调质处理后,其综合力学性能要优于其他中碳结构钢,但该钢淬透性较低,水中临界淬透直径为12-17mm,水淬时有开裂倾向。当直径大于80mm时,经调质或正火后,其力学性能相近,对中、小型模具零件进行调质处理后可获得较高的强度和韧性,而大型零件,则以正火处理为宜,所以,此钢通常在调质或正火状态下使用. (2)供货状态及硬度 未热处理态,硬度<229HBS;退火态,硬度<197HBS. (3)标准GB/T 699-88钢的化学成分(质量分数, %) C 0.42-0.50, Si 0. 17~0.37, Mn 0.50~0. 80,P≤0.035, S≤0. 035, Ni≤0.30,Cr15, Cu≤0.25. (4)参考对应钢号 我国GB标准钢号45 (5)临界点温度(近似值) Ac1=724℃, Ar1=780℃, Acm=770℃, Ar3=751℃,Ar1 = 682℃, M s= 300℃。 (6)冷压毛坯软化处理规范 温度740~760℃,保温时间4~6h,再以5-10℃/h的冷速,随炉降至温度<600℃,出炉空冷。 处理前硬度<197HBS,软化后硬度<156HBS. (7)正火规范 正火温度850~870℃,正火后硬度170~217HBS. (8)调质处理规范 淬火温度840℃±10℃,水冷淬火;回火温度600℃±10℃,出炉空冷。 (9)典型应用举例 ①适用于冷冲压模具楔块、螺钉、垫板等。 ②其他各种冷作模具的零件, ③适用于制造强度要求较高,又要求一定硬度和韧性的各种扳手等工具。 ④用作热锻、压铸、热冲压等热作模具的零件。



一直以来,潍坊鹏鑫钢铁的 焊管厂产品以其卓越的品质和完善的售后服务体系,为用户实现效益大化。公司 焊管厂产品不仅在国内具有较大的市场占有率,而且已与国际很多企业建立了长期合作关系。

