以下是:阀门厂家直销的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 商议 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 三天 |
|---|
| 品牌 | 远大 |
|---|
| 类型 | 球阀 |
|---|
| 产地 | 河北 |
|---|
以下是:阀门厂家直销的图文视频
阀门厂家直销,贵州省黔南市远大阀门集团有限公司为您提供阀门厂家直销,联系人:张博,电话:022-26330275、15822935331,QQ:274712111,请联系贵州省黔南市远大阀门集团有限公司,发货地:隆尧县东丽区大毕庄不锈钢城发货到贵州省 黔南市 都匀市、福泉市、荔波县、贵定县、瓮安县、独山县、平塘县、罗甸县、长顺县、龙里县、惠水县。 贵州省,黔南布依族苗族自治州 2022年,黔南布依族苗族自治州生产总值为1772.18亿元,比上年增长0.3。
【新品发布,视频先行!】阀门厂家直销产品,等你来探!
以下是:阀门厂家直销的图文介绍

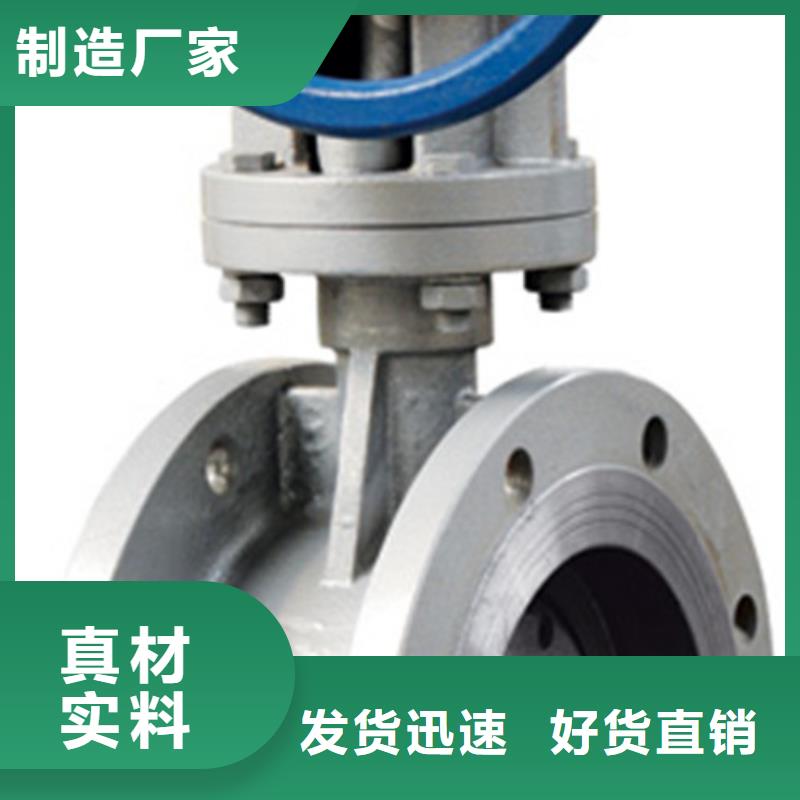
不锈钢气动球阀市场前景发展走好,在未来几年内的趋势将会朝着更大更强的方向。不锈钢气动球阀作材料相比铸铁阀门来说环保、可发展的空间大。在规模化的建设中,不锈钢气动球阀更具有优势,铸铁阀门在逐渐的淡出市场。 不锈钢气动球阀的产品种类也是比较丰富的,虽然生产的成本较高,但是随着市场的扩大和应用领域的加多,不锈钢气动球阀的成本会逐渐有所下降。不锈钢气动球阀具有良好的市场发展前景,不仅是民用不锈钢气动球阀,还是工业领域需求的不锈钢法兰球阀和不锈钢闸阀,也将慢慢取代铸铁阀门所以发展前景大好。 阀门形势之新标准与新工艺的探索之路:来源:发布于:2018-07-2511:20:26推动新、新工艺的发展加强标准与科研、是 重大科技项目研究的联系,引导科研和的骨干企业,将自主的成果转化为标准,推动新、新工艺的发展。


球阀的密封条件为:qMF



公司主营 阀门。价格实惠,性价比高,厂家直销,品质放心,贴心服务无忧售后。
公司一直重视新产品实用性的结合,品质系列化,多元化
质量精细化,服务个性化,务求每个细节都令客户满意放心。


对奥氏体不锈钢铸件进行补焊时,要在通风处,使之快速冷却。对珠光体低合金钢铸件和补焊面积过大的碳钢铸件则应选背风处或用挡风板遮挡,避免快冷造成裂纹。补焊一个堆层的,补焊后应立即清除药渣,并沿缺陷中心向外均匀地锤击,降低补焊应力。 若补焊分几层进行(一般3~4mm为一补焊层),则每层补焊后均要及时清除药渣和锤击补焊区域。如在冬季施焊,ZG15Cr1Mo1V类的珠光体合金钢铸件,每补焊一层还应用氧-反复加热,再迅速补焊,以避免产生焊接裂纹。承压铸件,如阀门壳体经试压渗水,同一部位一般只允许补焊一次,不能重复补焊,因为多次补焊会使钢中晶粒,影响铸件的承压性能,除非铸件可以在焊后重新进行热处理。 其他非承压同一部位的补焊,一般规定补焊不超过3次。同一部位的补焊超过二次的碳钢铸件,焊后应作消除应力处理。铸件壁厚20%或25mm的铸件,ASTMA217/A217M-2007中均认为是重要补焊。对此种重要补焊A217标准中提出,都应进行去应力处理或再加热处理,而这种去应力处理或再加热处理,必须用经审定合格的方法进行,即重要补焊需制订补焊工艺。



在贵州省黔南市采买阀门厂家直销到贵州省黔南市远大阀门集团有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张博-15822935331,QQ:274712111,地址:《东丽区大毕庄不锈钢城》。