



我们的现场实拍视频将带您走进【钢结构】,热镀锌钢管源头工厂量大优惠产品的世界,产品视频细节之美一览无余!
以下是:【钢结构】,热镀锌钢管源头工厂量大优惠的图文介绍

另外,还有一些参考值:如每平米造价, 构件重量, 跨度,结构形式,檐高等,以上这些在判断厂房是否为重钢或轻钢时可以提供经验数据,当然很多建筑都是轻、重钢都有。但有一些我们可以较肯定的说是重钢:如:石化厂房设施、电厂厂房、大跨度的体育场馆、展览中心,高层或超高层钢结构。
实际上 规范和技术文件都并没有重钢一说,为区别轻型房屋钢结构,也许称一般钢结构为“普钢”更合适。因为普通钢结构的范围很广,可以包含各种钢结构,不管荷载大小,甚至包括轻型钢结构的许多内容,轻型房屋钢结构技术规程只是针对其“轻”的特点而规定了一些更具体的内容,而且范围只局限在单层门式刚架。
轻钢也是一个比较含糊的名词,一般可以有两种理解。一种是现行《钢结构设计规范》(GBJ 17-88)中第十一章“圆钢、小角钢的轻型钢结构”,是指用圆钢和小于L45*4和L56*36*4的角钢制作的轻型钢结构
由此可见,轻钢与重钢之分不在结构本身的轻重,而在所承受的围护材料的轻重,而在结构设计概念上还是一致的 。
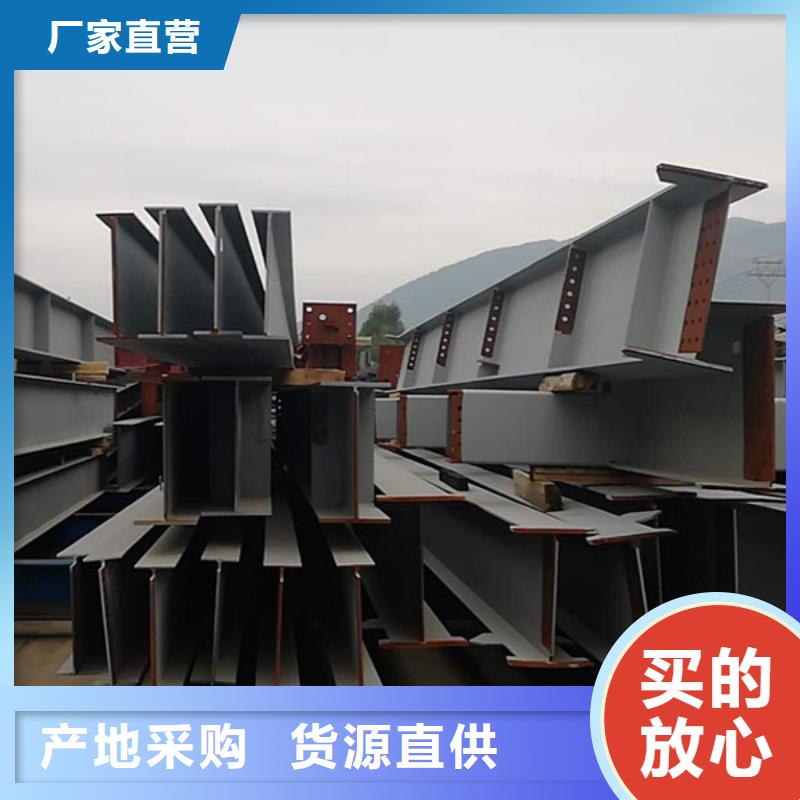
钢构件的预制
按着安装顺序和工艺要求在钢平台上进行钢构件的预制和组装,要保证焊接制作质量。
型钢的拼接翼缘板拼接接缝和腹板拼接接缝的间距应大于200㎜。翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300㎜,长度不应小于600㎜。
实际上 规范和技术文件都并没有重钢一说,为区别轻型房屋钢结构,也许称一般钢结构为“普钢”更合适。因为普通钢结构的范围很广,可以包含各种钢结构,不管荷载大小,甚至包括轻型钢结构的许多内容,轻型房屋钢结构技术规程只是针对其“轻”的特点而规定了一些更具体的内容,而且范围只局限在单层门式刚架。
轻钢也是一个比较含糊的名词,一般可以有两种理解。一种是现行《钢结构设计规范》(GBJ 17-88)中第十一章“圆钢、小角钢的轻型钢结构”,是指用圆钢和小于L45*4和L56*36*4的角钢制作的轻型钢结构
由此可见,轻钢与重钢之分不在结构本身的轻重,而在所承受的围护材料的轻重,而在结构设计概念上还是一致的 。
钢构件的预制
按着安装顺序和工艺要求在钢平台上进行钢构件的预制和组装,要保证焊接制作质量。
型钢的拼接翼缘板拼接接缝和腹板拼接接缝的间距应大于200㎜。翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300㎜,长度不应小于600㎜。


四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;



您在找相关 热镀锌钢管产品信息吗?我们公司有您所需要 热镀锌钢管的价格、行情、图片、参数、视频等详细资料,如有任何疑问 敬请垂询,我公司将竭诚为您服务。


机械除锈法主要是利用一些电动、风动工具来达到铁锈的目的。常用电动工具如电动刷、电动砂轮;风动工具如风动刷。电动刷和风动刷是利用特制圆形钢丝刷的转动,靠冲击和摩擦把铁锈或氧化皮干净,特别对表面铁锈,效果较好,但对较深锈斑很难除去。电动砂轮实际是手提砂轮机,可以在手中随意移动,利用砂轮的高速旋转除去铁锈,效果较好,特别对较深的锈斑,其工作效率高,施工质量也较好,使用方便,是一种较理想的除锈工具。但在操作中须注意,不要把金属表皮打穿。
(3)喷砂、喷丸处理法
喷砂、喷丸处理法同前节旧涂膜使用法。(4)火焰处理法火焰处理法是利用气焊枪对少量手工难以的较深的锈蚀斑,进行烧红,让高温使铁锈的氧化物改变化学成份而达到除锈目的。使用此法,须注意不要让金属表面烧穿,以及防止大面积表面产生受热变形。
(5)化学处理法
化学处理法实际是酸洗除锈法,利用酸性溶液与金属氧化物(铁锈)发生化学反应,生成盐类,而脱离金属表面。常用的酸性溶液有:硫酸、盐酸、硝酸、磷酸。操作中将酸性溶液涂于金属铁锈部位让其慢慢与铁锈发生化学反应而去掉。铁锈去除后应用清水冲洗,并用弱碱溶液进行中和反应,再用清水冲洗后揩干、烘干,以防很快生锈。
对酸洗过的金属表面须要经粗糙处理或磷化处理,主要是增加金属表面与底漆的附着力。在稀释浓硫酸时,应慢慢把硫酸倒入容器的水中,并不断搅拌,切勿相反操作,以免硫酸液溅出伤人。
10、常见的起重设备:门式起重机 塔式起重机 履带起重机 汽车起重机 轮式起重机 桅杆式起重机 千斤顶 转扬机 葫芦 桥式起重机。
(3)喷砂、喷丸处理法
喷砂、喷丸处理法同前节旧涂膜使用法。(4)火焰处理法火焰处理法是利用气焊枪对少量手工难以的较深的锈蚀斑,进行烧红,让高温使铁锈的氧化物改变化学成份而达到除锈目的。使用此法,须注意不要让金属表面烧穿,以及防止大面积表面产生受热变形。
(5)化学处理法
化学处理法实际是酸洗除锈法,利用酸性溶液与金属氧化物(铁锈)发生化学反应,生成盐类,而脱离金属表面。常用的酸性溶液有:硫酸、盐酸、硝酸、磷酸。操作中将酸性溶液涂于金属铁锈部位让其慢慢与铁锈发生化学反应而去掉。铁锈去除后应用清水冲洗,并用弱碱溶液进行中和反应,再用清水冲洗后揩干、烘干,以防很快生锈。
对酸洗过的金属表面须要经粗糙处理或磷化处理,主要是增加金属表面与底漆的附着力。在稀释浓硫酸时,应慢慢把硫酸倒入容器的水中,并不断搅拌,切勿相反操作,以免硫酸液溅出伤人。
10、常见的起重设备:门式起重机 塔式起重机 履带起重机 汽车起重机 轮式起重机 桅杆式起重机 千斤顶 转扬机 葫芦 桥式起重机。


