


4、高性能低成本比:采用耐磨堆焊复合钢板虽然成本提高,价格比普通钢板约高3-5倍,比高铬不锈钢铸件便宜25%。但综合考虑机件的使用寿命、减少了维修费、停机欠产等一切人力财力的损失等,由于材料的合理利用,其性能给生产带来的是成倍的收获。
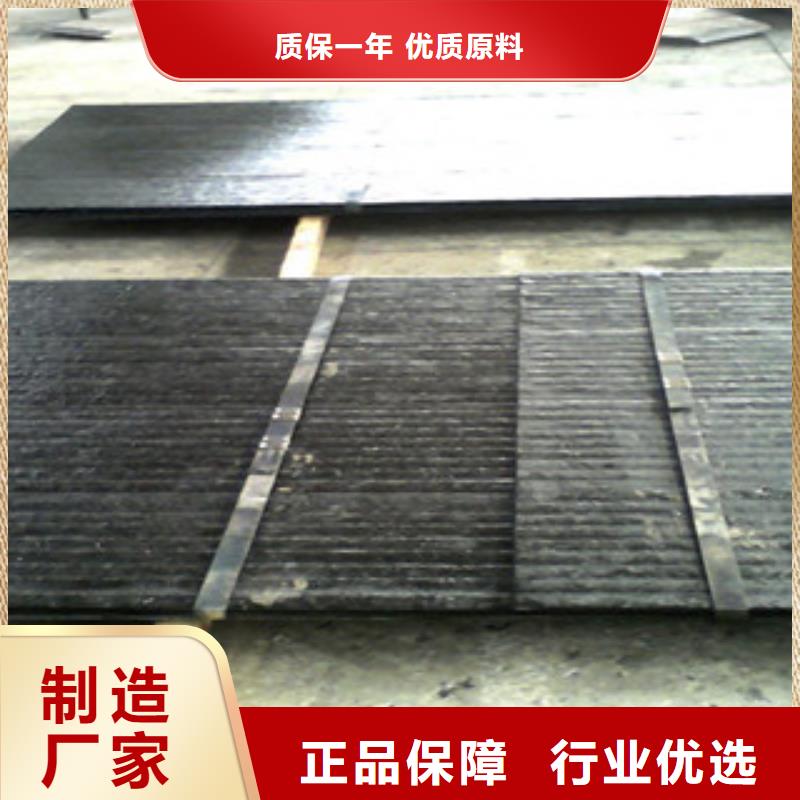
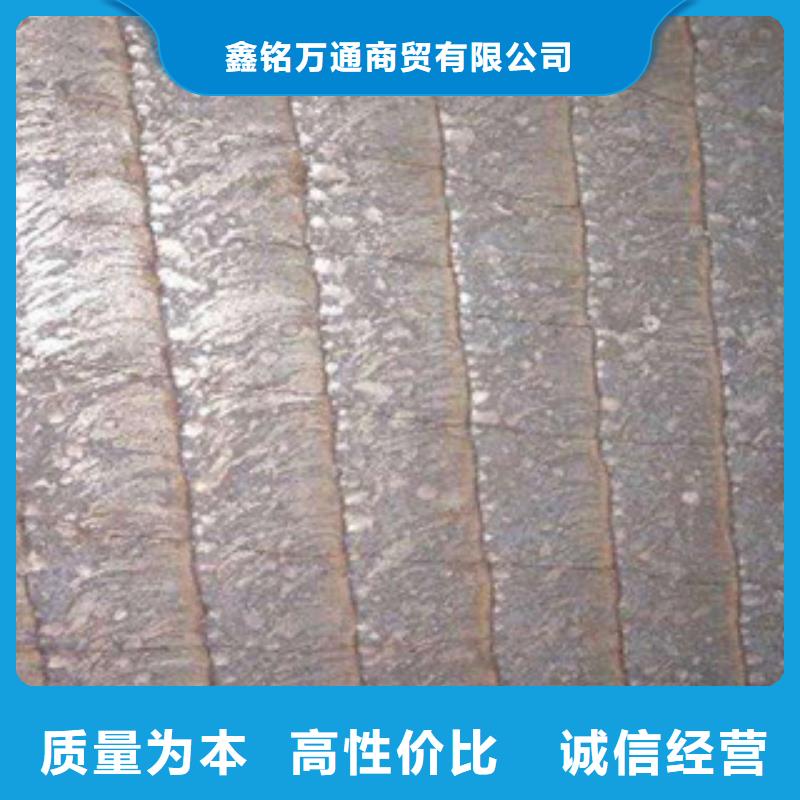
1.很高的耐磨性能
复合耐磨板耐磨层厚度3-12㎜,耐磨层硬度可以达到HRC58-62,耐磨性能是普通钢板的15-20倍以上,是低合金钢板性能5-10倍以上,是高铬铸铁耐磨性能2-5倍以上,耐磨性远远高于喷焊和热喷涂等方法。
2.较好的冲击性能
复合耐磨板是双层金属结构,耐磨层和基材之间是冶金结合,结合强度高,可在受冲击的过程中吸收能量,耐磨层不会脱落,可以应用到振动、冲击较强的工况条件下,这一点是铸造耐磨材料和陶瓷材料所不及的。


双金属复合衬板的焊缝余高控制
主要阐述了控制输送用埋弧焊双金属复合衬板内、外焊缝余高的重要性。焊缝的余高大,则焊缝的应力集中系数大,容易形成应力腐蚀裂纹。外焊缝余高大,不利于防腐;内焊缝余高大,将会增加输送介质的能源损失等。
埋弧焊双金属复合衬板对焊接质量的评价,首先是看内、外焊缝的余高及其形状控制得好不好,焊缝流线是否规整。焊缝余高大且不是圆滑过渡过,则焊缝焊趾部位的应力集大系数大,对抗SCC不利。此外,外焊缝余高大,会给管子的陈记腐作业增加难道,成本增高;内焊的余高大,则对管道输送介质的摩擦阻力大,管输耗能也就大。因此,在生产埋弧双金属复合衬板时,必须控制内、外焊缝的余高。API 5L 标准中规定的焊缝余高只是 标准,而油气输送管线和海洋用管均将焊缝余高控制在2.5mm以下。



随着超大规模集成电路的特征线宽不断减小,导致号传输延时、功耗增大以及互连阻容耦合增大等问题,为了解决这一问题,多孔低(超低)k介电材料越来越引起人们的注意。通过在前驱气体D5源中添加甲烷,由ECRCVD沉积技术制备出了SiCOH薄膜,由于在SiCOH低k薄膜的致孔工艺及后道工艺中,薄膜需要经受400~450℃的热冲击,因此首先对不同甲烷流量下真空退火前后薄膜的结构、表面形貌和湿水性进行了研究。在真空热处理过程中,热稳定性较差的碳氢基团发生了热解吸,使Si-O-Si网络结构以及链式结构发生交联而形成鼠笼结构,从而提高了薄膜中孔隙的含量,并使薄膜表面更平整。



宁夏鑫铭万通商贸坚持“开拓进取、拼搏奉献、追求卓异、争创优良”的精神,以更高质量 喷漆无缝管和管理水平为客户提供满意 喷漆无缝管产品和服务,与广大客商真诚合作、共同发展、携手共创建筑防水新天地。
