


观看我们的产品视频,就像打开了一扇通往PE燃气管MPP电力管支持大小批量采购产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:PE燃气管MPP电力管支持大小批量采购的图文介绍

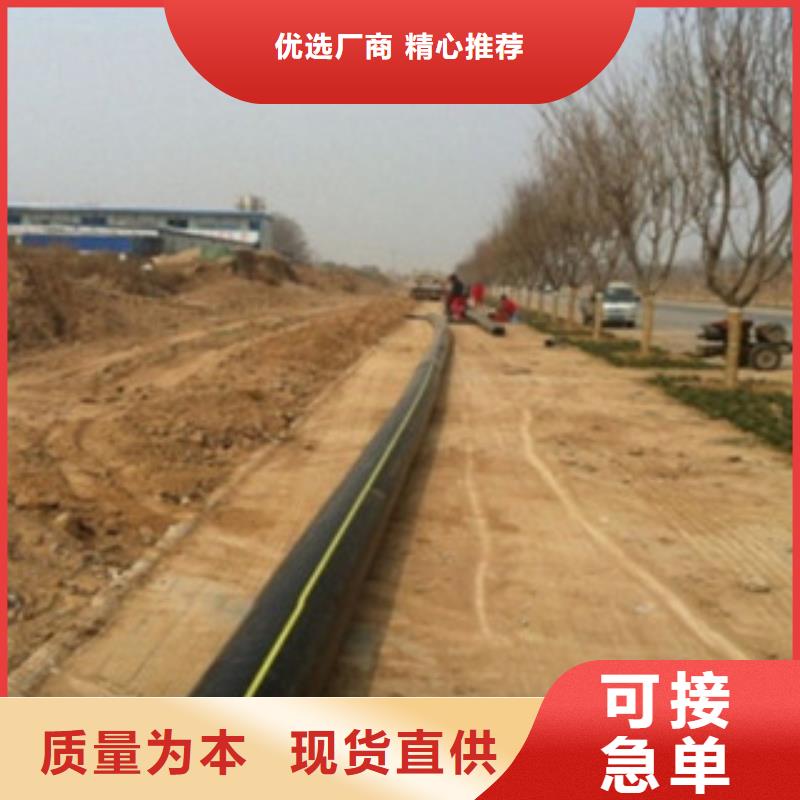
要想让两个《办法》真正发挥作用,采取有效措施提升监管能力是关键。两个《办法》的出台,标志着国内PE燃气管运输价格向“管细管好管到位”的精细化监管模式转变。政府PE燃气管监管能力也必须随之提高。同时,随着管道建设的大力发展,管道企业数量会进一步增加,也将极大增加监管量,需要建立起强大的监管体系并完善监管办法。城镇燃气管网中低、中压PE燃气管应靠近大型用户,尽量靠近调压站,以缩短支管长度。为保证燃气供应的可靠性,主要干线应逐步连成环状。PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家道应布置在道路下,尽量避开主要交通干道和繁华的街道,以减少施工难度和运行、维修的麻烦,并可节省投资。沿街道敷设PE燃气管时,可以单侧布置,也可以双侧布置。
PE燃气管网要保证安全、可靠地供应各类用户具有正常压力、足够数量的燃气,在满足这一要求的条件下,要尽量缩短管线,以节省投资和费用。在城镇燃气管网供气规模、供气方式和管网压力级制选定以后,根据气源规模、用气量及其分布、城市状况、地形地貌、地下管线与构筑物、PE燃气管设备供应条件、施工和运行条件等因素综合考虑。应全面规划,远近结合,做出分期建设的安排,并按压力高低,先布置高、中压管网,后布置低压PE燃气管网。
双侧布置一般在街道很宽,横穿道路的支管很多、道路上敷设有轨电车轨道,输送燃气量较大,单侧管道不能满足要求时采用。低压PE燃气管应在小区内部的道路下敷设,可使管道两侧供气,又可兼作庭院管道,节省投资。PE燃气管厂家管道不准敷设在建筑物、构筑物下面,不准与其他管道上下重叠平行布置,并禁止在下列场所之下敷设,机械设备和货物堆放地。易燃、易爆材料和腐蚀性液体的堆放场所与高压电线走廊也不能敷设PE燃气管。PE燃气管厂家应尽量避免穿越铁路、河流、主要公路和其他较大障碍物,必须穿越时应有防护措施。PE燃气管设备安装前应检查用气设备的产品合格证、产品安装使用说明书和质量保;产品外观应有产品标牌,并有出厂日期。应核对PE燃气管性能、规格、型号、数量是否符合设计文件的要求。不具备以上检查条件的产品不得安装。
PE燃气管网要保证安全、可靠地供应各类用户具有正常压力、足够数量的燃气,在满足这一要求的条件下,要尽量缩短管线,以节省投资和费用。在城镇燃气管网供气规模、供气方式和管网压力级制选定以后,根据气源规模、用气量及其分布、城市状况、地形地貌、地下管线与构筑物、PE燃气管设备供应条件、施工和运行条件等因素综合考虑。应全面规划,远近结合,做出分期建设的安排,并按压力高低,先布置高、中压管网,后布置低压PE燃气管网。
双侧布置一般在街道很宽,横穿道路的支管很多、道路上敷设有轨电车轨道,输送燃气量较大,单侧管道不能满足要求时采用。低压PE燃气管应在小区内部的道路下敷设,可使管道两侧供气,又可兼作庭院管道,节省投资。PE燃气管厂家管道不准敷设在建筑物、构筑物下面,不准与其他管道上下重叠平行布置,并禁止在下列场所之下敷设,机械设备和货物堆放地。易燃、易爆材料和腐蚀性液体的堆放场所与高压电线走廊也不能敷设PE燃气管。PE燃气管厂家应尽量避免穿越铁路、河流、主要公路和其他较大障碍物,必须穿越时应有防护措施。PE燃气管设备安装前应检查用气设备的产品合格证、产品安装使用说明书和质量保;产品外观应有产品标牌,并有出厂日期。应核对PE燃气管性能、规格、型号、数量是否符合设计文件的要求。不具备以上检查条件的产品不得安装。


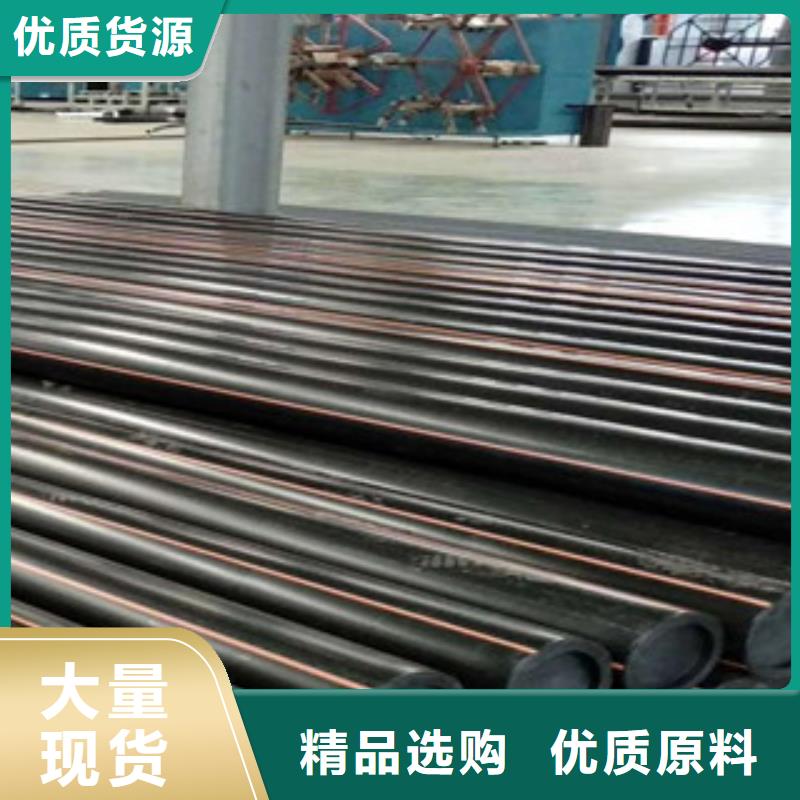
HDPE燃气管热熔连接施工步骤分为以下几个方面。将HDPE燃气管的管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。两焊HDPE燃气管的管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。切削所焊HDPE燃气管的管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
HDPE燃气管热熔对接是采用热熔对接焊机来加热HDPE燃气管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm,操作步骤是用电动旋刀分别将HDPE燃气管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。HDPE燃气管施工完毕,须经试压验收合格后,方可埋土投入使用。
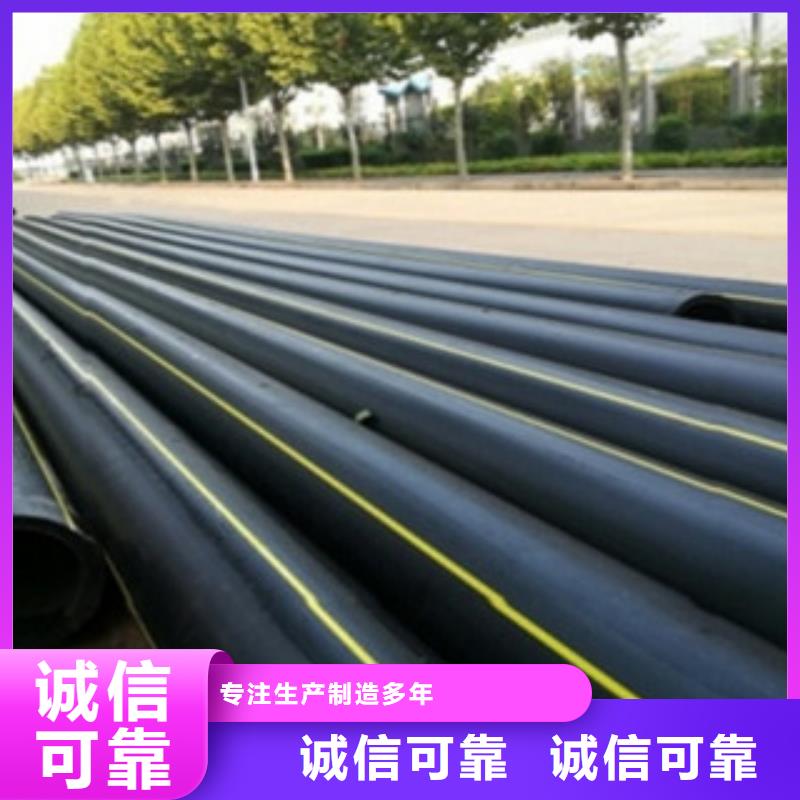
HDPE燃气管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材。由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向压力及轴向的抗冲压力,而且PE管材不添加重金属盐稳定剂,材质无毒,不结垢、不滋生细菌,避免了饮水的二次污染。HDPE燃气管的焊接可以分为下面这几步,焊接给水管时,管子接口要清除浮锈、污垢及油脂。HDPE燃气管焊接时,将两管轴线对中,先将两管端部点焊固定,切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心。HDPE燃气管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应清除渣屑和氧化铁,并用锉刀打磨,直至露出金属光。
HDPE燃气管热熔对接是采用热熔对接焊机来加热HDPE燃气管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm,操作步骤是用电动旋刀分别将HDPE燃气管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。HDPE燃气管施工完毕,须经试压验收合格后,方可埋土投入使用。
HDPE燃气管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材。由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向压力及轴向的抗冲压力,而且PE管材不添加重金属盐稳定剂,材质无毒,不结垢、不滋生细菌,避免了饮水的二次污染。HDPE燃气管的焊接可以分为下面这几步,焊接给水管时,管子接口要清除浮锈、污垢及油脂。HDPE燃气管焊接时,将两管轴线对中,先将两管端部点焊固定,切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心。HDPE燃气管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应清除渣屑和氧化铁,并用锉刀打磨,直至露出金属光。



连云港润星电力管材有限公司成立以来,一贯奉行质量可靠的宗旨,并于今年通过ISO9001:2000质量管理体系认证。
现我公司有大量 CPVC电力管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。

人员组合为二个焊工(一个专职,另一个是班长)、四个配合辅助工和半个电工。半个电工就是具备基本电工知识便可,负责设备电源接线等工作。如果焊工或配合工有此类人选,可省半个电工。焊机的工作时间要巧安排,每天以8小时工作计,在管子堆中用2台焊机做两两对接,可焊接12~14个焊口;当管子在沟边散开后,一般使用一台焊机在沟上焊接,这样8小时可焊接6个焊口,而让另一台焊机休息。如果这个台班6人员长期配合默契,可以同时使用2台焊机,这样可焊接8~10个焊口。(2)施工简便①钢管施工的管沟,要求沟底要平,管沟要直,转角点要明确,要走折线,而PE管的管沟只要沟底平就可以了。管沟不直,反而还满足了PE管蛇行安装的要求。
管沟转弯也不用挖成折线,可充分利用PE管的柔性顺利通过。②钢管施工,需要电弧焊机、焊条烤箱、焊条保温箱、氧割工具,需要焊接材料、焊条、需要氧气、乙气,还需要超声波探伤仪、X射线机,需要洗片的暗室,还需要检查防腐层的电火花仪,需要吹扫用的清管球,甚至需要吊车运管材。而PE管焊接设备简单,一个液压泵站,一个热板、一个铣刀、一个夹具就构成了一套对接焊机,而且焊接不需要焊接材料,对于需要安装不同压力等级管道的专业安装公司来说,这些设备必配的。但是对于只安装0.4MPa以下压力管道的公司来说,进行比较是非常重要的,让自已做出 选择。③在抢险施工中优越性更突出。今年5月份,重楼宾馆因暴雨发生严重滑坡。
造成200m长的Φ219天然气钢管多处断裂。我司采用中200PE管电熔焊接,仅8小时就恢复了供气。④省去绝缘防腐的工序根据目前重庆燃气集团天然气管道泄露抢险情况统计,绝大多数是防腐层破损,造成电化学腐蚀、锈穿漏气。而漏气点中的绝大多数又分布在0.3MPa以下的管网中,所以我公司在0.4MPa以下管网中便用PE管。这既解决了电化学腐蚀问题,又降低了成本。根测算,在Φ200mm以下的PE管施工的综合价格低于同口径钢管的价格。1.长久的使用寿命:在额定温度、压力状况下,PE燃气管道可安全使用50年以上。2.卓越的耐腐蚀性能:除少数强氧化剂外,可耐多种化学介质的侵蚀;无电化学腐蚀。3.可靠的连接性能:PE燃气管热熔或电熔接口的强度高于管材本体。
在PE燃气管道中,COG管道与N2管道水平净距不小于150mm,N2管道与H2管道间距不小于250mm。?PE燃气管道、PE燃气管件、阀门等在安装过程中及安装后应采取有效措施,防止铁屑、焊渣、砂土及其杂物进入或遗留在管内,并进行检查。PE燃气管道连接时,不得用强力对口,加偏垫或加多层垫等方法来消除接口端面的空隙、偏斜、错口或不同心等缺陷。焦炉煤气、混合煤气PE燃气管道法兰两侧进行跨接,其跨接电阻小于10欧母。所有PE燃气管道放散管均沿着厂房布置,且放散管口高于厂房4米左右或按实际情况由设计人员确认。
管沟转弯也不用挖成折线,可充分利用PE管的柔性顺利通过。②钢管施工,需要电弧焊机、焊条烤箱、焊条保温箱、氧割工具,需要焊接材料、焊条、需要氧气、乙气,还需要超声波探伤仪、X射线机,需要洗片的暗室,还需要检查防腐层的电火花仪,需要吹扫用的清管球,甚至需要吊车运管材。而PE管焊接设备简单,一个液压泵站,一个热板、一个铣刀、一个夹具就构成了一套对接焊机,而且焊接不需要焊接材料,对于需要安装不同压力等级管道的专业安装公司来说,这些设备必配的。但是对于只安装0.4MPa以下压力管道的公司来说,进行比较是非常重要的,让自已做出 选择。③在抢险施工中优越性更突出。今年5月份,重楼宾馆因暴雨发生严重滑坡。
造成200m长的Φ219天然气钢管多处断裂。我司采用中200PE管电熔焊接,仅8小时就恢复了供气。④省去绝缘防腐的工序根据目前重庆燃气集团天然气管道泄露抢险情况统计,绝大多数是防腐层破损,造成电化学腐蚀、锈穿漏气。而漏气点中的绝大多数又分布在0.3MPa以下的管网中,所以我公司在0.4MPa以下管网中便用PE管。这既解决了电化学腐蚀问题,又降低了成本。根测算,在Φ200mm以下的PE管施工的综合价格低于同口径钢管的价格。1.长久的使用寿命:在额定温度、压力状况下,PE燃气管道可安全使用50年以上。2.卓越的耐腐蚀性能:除少数强氧化剂外,可耐多种化学介质的侵蚀;无电化学腐蚀。3.可靠的连接性能:PE燃气管热熔或电熔接口的强度高于管材本体。
在PE燃气管道中,COG管道与N2管道水平净距不小于150mm,N2管道与H2管道间距不小于250mm。?PE燃气管道、PE燃气管件、阀门等在安装过程中及安装后应采取有效措施,防止铁屑、焊渣、砂土及其杂物进入或遗留在管内,并进行检查。PE燃气管道连接时,不得用强力对口,加偏垫或加多层垫等方法来消除接口端面的空隙、偏斜、错口或不同心等缺陷。焦炉煤气、混合煤气PE燃气管道法兰两侧进行跨接,其跨接电阻小于10欧母。所有PE燃气管道放散管均沿着厂房布置,且放散管口高于厂房4米左右或按实际情况由设计人员确认。
