



简约不浮华,不简单实用。我们的冲压件【厚壁钢管】细节决定成败产品视频用直观的方式展现产品的实用性和价值。
以下是:冲压件【厚壁钢管】细节决定成败的图文介绍
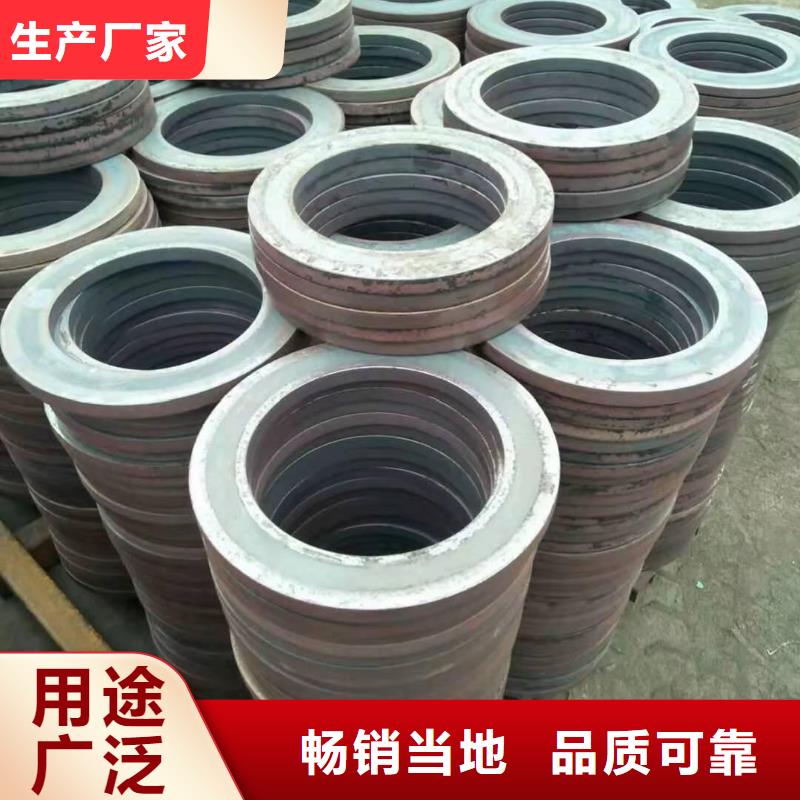
台州金海金属材料有限公司生产销售 无缝方矩管,产品具有外表美观、价格低廉、结实耐用等特点。 本公司以科学的生产工艺、严格的质量管理、先进的服务理念、合理的销售价格,赢得了国内外广大客户的信赖。 缔造精品、履行承诺、不断改进、追求完美”的质量方针和“忠诚营销、共创辉煌”的营销理念一直以来是我厂的经营理念和立足之本,我们将以优良的品质,优惠的价位,向您提供优质的服务。欢迎新老客户来参观指导或来电、来函洽淡业务。



⑴设计的冲压件必须满足产品使用和技术性能,并能便于组装及修配。
⑵设计的冲压件必须有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁。
⑶设计的冲压件必须形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用少、简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压操作,便于组织实现机械化与自动化生产,以提高劳动生产率。
⑷设计的冲压件,在保证能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、保证产品质量稳定。
⑸设计的冲压件,应有利于尽可能使用现有设备、工艺装备以及工艺流程对其进行加工,并有利于冲模使用寿命的延长。
⑵设计的冲压件必须有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁。
⑶设计的冲压件必须形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用少、简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压操作,便于组织实现机械化与自动化生产,以提高劳动生产率。
⑷设计的冲压件,在保证能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、保证产品质量稳定。
⑸设计的冲压件,应有利于尽可能使用现有设备、工艺装备以及工艺流程对其进行加工,并有利于冲模使用寿命的延长。



冲压件
主要措施有:
1)在工件上设置加强筋。在折弯上按加强筋会使折弯零件的回弹变得更加困难,从而提高折弯零件的尺寸精度和折弯零件的刚度。
2)使用弹性系数大、屈服极限低、机械性能稳定的材料。
3)弯曲v形零件时使用校正(校正)折弯。
4)弯曲u形零件时,冲压模具使用较小的间隙。
5)坯料在烧制前先退火,增加可塑性。
6)使用小冲压圆角半径,以防止性能和工件破裂。
7)凸、模结构上的方法3360弯曲的U形英寸,冲压和上板使用半径约为20t的圆柱面,T是材料厚度),折弯后用下半部分抵消折弯的反弹。或者,使u形折弯的凸模为双向倾斜。折弯材料厚度大于0.8mm,塑性好的话,冲压成型可以做成下图所示的形状。
8)对于折弯半径较大的圆弧折弯,可以使用拉动过程。
9)使用比实际需要的折弯力大得多的力,在折弯过程中制作矫正性折弯。

