


不要犹豫,点击播放我们的手持式金属连续焊上门培训产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
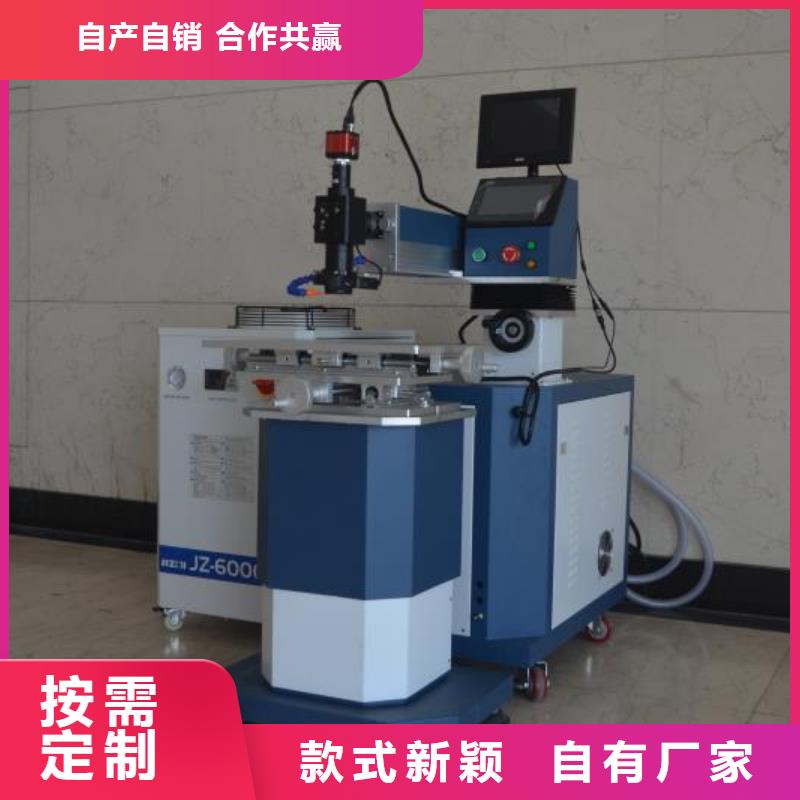
以下是:手持式金属连续焊上门培训的图文介绍

2、32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用。


制造业应用 激光拼焊(TailoredBlandLaserWelding)技术在国外轿车制造中得到广泛的应用,据统计,2000年全球范围内剪裁坯板激光拼焊生产线超过100条,年产轿车构件拼焊坯板7000万件,并继续以较高速度增长。国内生产的引进车型Passat,Buick,Audi等也采用了一些剪裁坯板结构。日本以CO2激光焊代替了闪光对焊进行制钢业轧钢卷材的连接,在超薄板焊接的研究,如板厚100米以下的箔片,无法熔焊,但通过有特殊输出功率波形的YAG激光焊得以成功,显示了激光焊的广阔前途。日本还在世界上首次成功开发了将YAG激光焊用于核反应堆中蒸气发生器细管的维修等,在国内苏宝蓉等还进行了齿轮的激光焊接技术。



衡水大鹏激光科技凭借其在 金属非金属刻字机行业中的优势加之良好的服务信誉,公司一直保持着高速、稳定的发展、经营态势。“严谨,,热情”是我们的工作态度。品质生活,源于我们,公司愿与客户一起共创美好生活!


激光混合焊接技术具有显著的优点。对于激光混合,优点主要体现在:更大的熔深/较大缝隙的焊接能力;焊缝的韧性更好,通过添加辅助材料可对焊缝晶格组织施加影响;无烧穿时焊缝背面的现象;适用范围更广;借助于激光替换技术投资较少。对于激光MIG惰性气体保护焊混合,优点主要体现在:较高的焊接速度;熔焊深度大;产生的焊接热少;焊缝的强度高;焊缝宽度小;焊缝凸出小。从而使得整个系统的生产过程稳定性好,设备可用性好;焊缝准备工作量和焊接后焊缝处理工作量小;焊接生产工时短、费用低、生产效率高;具有很好的光学设备配置性能