

为了让您更全面地了解我们的20crmnmo钢板硬度,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:20crmnmo钢板硬度的图文介绍


金属表面的处理
1、清除打磨抛光:若有损害应打磨抛光,特别是在与碳素钢件触碰导致的刮伤和溅出、割渣导致的损害务必用心完全地清除打磨抛光整洁。
2、除油除灰:堆焊耐磨板在开展磷化处理前,务必按加工工艺消除油渍、空气氧化皮、尘土等脏物。
3、磷化处理:磷化处理务必严苛按加工工艺规定开展,钝化膏镀层应匀称,钝化处理時间应严格遵守加工工艺规定。
4、清理干躁:磷化处理后,应严苛按加工工艺开展擦洗、清洗、干躁,彻底消除酸洗钝化膏和酸液。
5、防止再生产加工:金属表面处理进行后,应防止对该零部件或商品的再生产加工。



凉山涌华金属科技有限公司常年经销【合金板】等产品。公司以诚信为本,坚持创新发展,努力站在客户的角度思考问题,欢迎来电咨询选购。


耐磨百板有2个标准系列和4个高等级系列,其中高等级系列有普通耐磨,超耐磨性,高韧性等十几个种类,可满足不同领域的应用要求。普通耐磨性钢板:度该系问列钢板 生产厚度高达100mm,并能保证硬度。同时,保证一定冲击韧性。代表的钢号有WNM360,WNM400系列和A,B,C质量等级6个牌号。超耐磨性钢板:该系列钢板要求具有更加持久的寿命,以答此降低运营综合成本。再不更多的牺牲专焊接和成型特性的前提下,表现极高的耐磨性,代表的钢号有WNM450,WNM500系列和A,B,C质量等级6个牌号。高韧性耐磨板:通常在-20度以下,耐磨钢板的韧性难以保证,而舞钢却成功研发出该系列钢板,可保证在 (-40度以下的韧性)和强冲击条件对韧性的要求,代表的钢号有WNM360,WNM400系列和D,E质量等级四个牌号。可焊接性属高钢板:该系列钢板,为满足严酷焊接条件下(无法焊接前预处理),保证与普通材料一样的可焊接性能。在不牺牲耐磨性的前提下, 可能的降低钢板的碳当量,表现出 可焊特性,代表钢号有WNM360L。



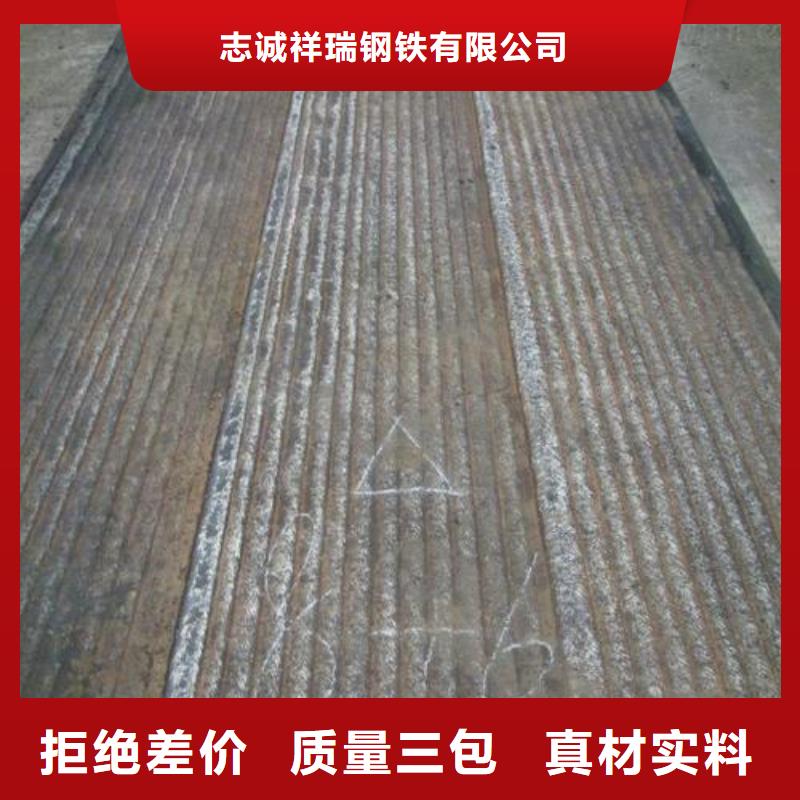
堆焊耐磨板的加工方法
1. 切割:可用等离子切割、碳弧、砂轮锯将堆焊复合耐磨板切割成所需要的形状。 方法是用空气或者惰性气体等离子弧进行切割,推荐方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。2. 弯曲:堆焊复合耐磨板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆。凹面成型,合金裂纹由于向内应力将紧闭;凸向成型,裂纹将变大开裂,这是正常现场。如果开裂过大,使用相应焊条进行修补。卷曲成管,按推荐最小弯曲半径进行。
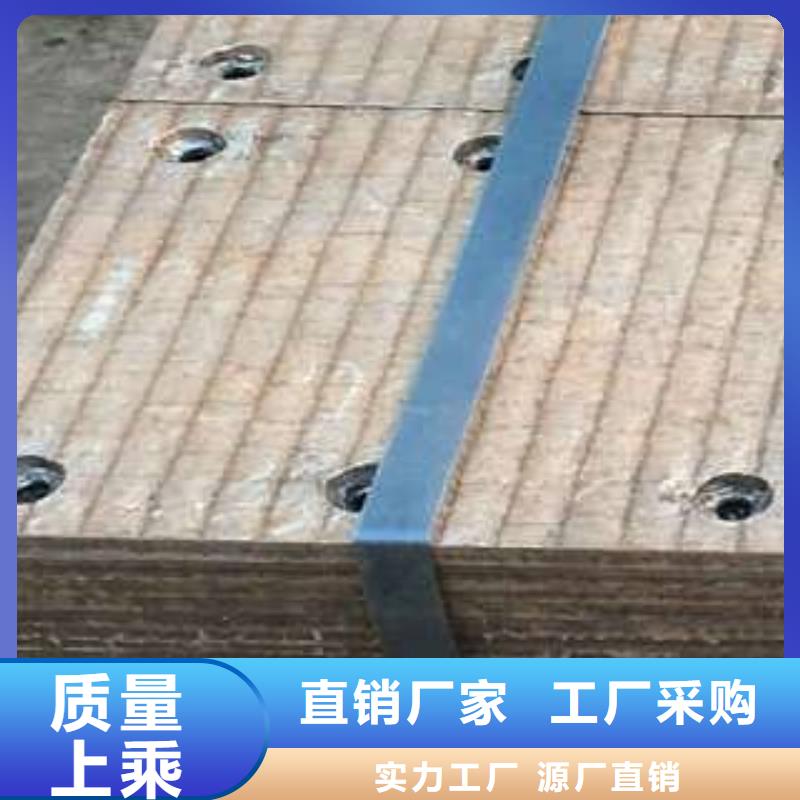
3. 开孔:大孔可以采用等离子切割,小孔推荐使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。
4. 焊接:堆焊复合耐磨板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。堆焊复合耐磨板也可以焊接到其他钢结构上。
5. 塞焊:可用等离子或者碳弧气刨在堆焊复合耐磨板上开孔,通过塞焊的方法与其他钢结构件连接。
6. 螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到堆焊复合耐磨板的母材上,然后与其他工件连接,也可以在堆焊复合耐磨板上开孔,通过螺栓与其他工件连接;
7. 表面加工:堆焊复合耐磨板表明无须加工,如果需要加工,只能是研磨,其他常规方法不适用。堆焊复合耐磨板不适用表面精度要求高的场合。



材料被冲压成形时,会变硬,不同的钢材,变硬的程度不同。一般高强度低合金钢只略有20MPa增加,不到10%。注意:双相钢的屈服强度有140MPa增加,增加了40%多!金属在成形过程中,会变得完全不同,完全不像冲压加工开始之前。 这些钢材在受力后,屈服强度增加很多。材料较高的屈服应力加上加工硬化,等于流动应力的大大增加。因此,开裂、回弹、起皱、工件尺寸、模具磨损、焊接磨损等成为了高强钢成型过程中的问题焦点
基于高强钢的特点和特性,如果不能改变金属流动和减少摩擦,那么高强度钢(HSS)的开裂和质地不均性都可能引起部件报废率的上升。这种材料所具有的高千磅力每平方英寸(KSI)(测量屈变力的单位)、增强的回弹、加工硬化的倾向以及在升高的成型温度下运行对于模具来说都是一个挑战。
