





我们的现场实拍视频将带您走进86crmov7180现货产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
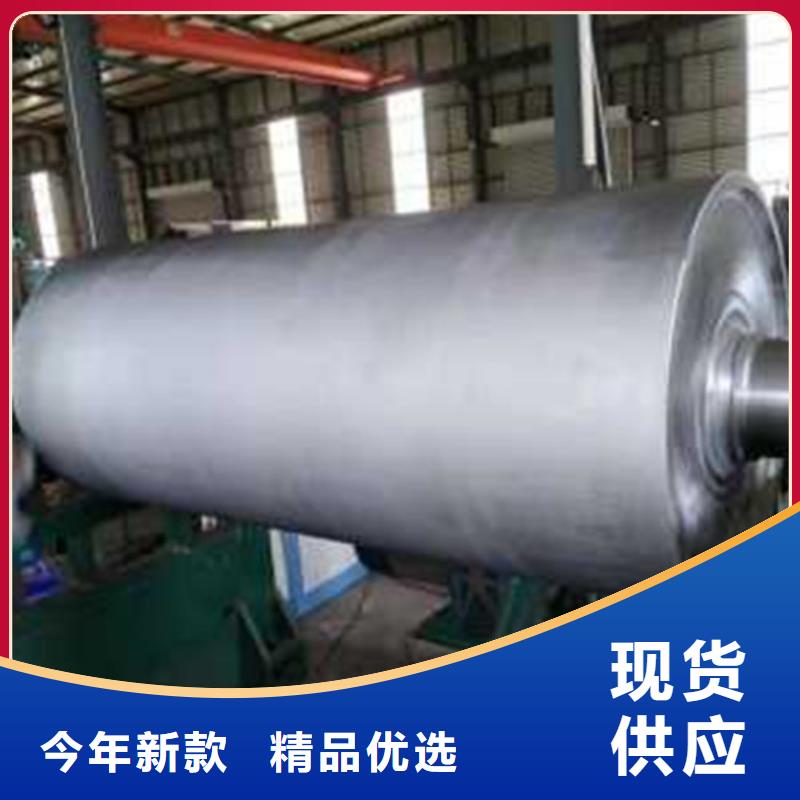
以下是:86crmov7180现货的图文介绍


修复精度高,涂层厚度从几米到几毫米,可对金属工件出现磨损、划伤、针孔、裂纹、缺损变形、硬度降低、沙眼、损伤等缺陷进行沉积、封孔、补平等修复功能,只须打磨、抛光,也可进行车、铣、 刨、磨等各类机械加工,以及电镀等后期加工。
防止轧辊断裂方法
防止轧辊断裂应该从减小制造残余应力,机械应力,组织应力和热应力四方面进行。
一般情况下大部分制造残余应力会在热处理过程中消除,并且会随着轧辊的存放时间延长而逐渐消除,因此新轧辊存放一段时间再使用,能够降低断辊风险。避免较大机械应力的方法主要是避免过冷钢。降低组织应力的方法是通过热处理将辊身工作层残余奥氏体含量控制在小于5%以下。减小热应力的办法是在轧钢过程中对轧辊进行良好的冷却。



沈阳新物通物资有限公司将竭尽所能,加强在售前(货品储备、新 弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家产品引进)、售中(产品培训.客户回访)、售后服务(维修培训、技术支持)等方面的支持, 竭诚为您提供好的 弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家产品和服务,为您解决您清洁工作的后顾之忧。自创办以来,公司秉承自主创新的发展理念,勤于思考,善于创新,以质量求生存,以诚信求发展的经营方针。以优质的 弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家产品质量,强大的技术服务队伍为客户提供完善的售前技术支持和全天候的售后服务体系,让您无后顾之忧,享受一站式的服务。


此时高速钢的硬度可达到 值;若V、Nb含量过大,基体中的弥散颗粒状碳化物数量减少,生成的碳物粗大,反会降低高速钢的力学性能。高速钢的 淬火温度为1100~1150℃,在此温度下淬火,硬度可达69HRC。淬火温度高于1000℃,高速钢淬火后得到的硬度都相当高,但超过1150℃,随淬火温度的升高,硬度值又会显著下降。高速钢的二次回火 温度为500~525℃,此时轧辊用高速钢出现二次硬化峰68.5HRC。回火尽管没有改变碳化物的类型,但对碳化物的大小、分布、体积分数以及基体的性能影响很大,改善了碳化物的沿晶分布,析出的MC型碳化物晶粒细小,分布均匀,纤维状减少而棒状增加。所研究的含V、Nb的轧辊用高速钢,其碳化物主要类型有:M7C3、M6C和MC等,呈菊花状、长条状和颗粒状分布。



应用粉末冶金技术中喷雾制粒与热等静压的配合工艺,生产的高速钢较之传统方法生产的钢材具有许多优点,如优良的机加工性能、韧性、硬度和热处理后的形状稳定性。应用HIP工艺生产的高速钢轧辊,与相同成分的铸造高速钢轧辊相比,碳化物更细小、均匀,而碳化物的形貌及分布对轧辊的热疲劳性能、抗剥落性能及韧性起决定性作用,因此HIP高速钢轧辊的综合性能明显优于铸造轧辊。此外,为了进一步提高耐磨性,HIP高速钢轧辊可采用更高的含碳量和合金含量,仍保持良好的碳化物形貌。用HIP工艺生产高速钢轧辊时,一般是用铸、锻钢材料制成辊芯,在辊芯外填充好辊身外层所用的高速钢粉末,抽真空后在1000℃以上高温和100 MPa以上压力下烧结成轧辊。由于HIP工艺设备需要耐高压,受设备限制,HIP工艺还只能生产小直径的高速钢轧辊。


采用离心复合浇注工艺而生产的高合金复合铸铁轧。由于基体中存在板条状的Cr7C3型共晶碳化物、菊花状的Mo2C型共晶碳化物和颗粒状的Cr23C6型二次碳化物,高铬铸铁轧辊具有优异的抗耐磨性能,被广泛应用做热轧带钢连轧机粗轧和精轧前段工作辊、宽中厚板轧机粗轧和精轧工作辊及小型型钢和板材轧机精轧
4、合金球墨铸铁轧辊
合金球墨铸铁轧辊由于石墨从辊身到芯部呈球状均匀分布,所以抗拉强度大,可经受重载荷,耐磨损性很好。基体组织为碳化物及珠光体或针状体,合金球墨铸铁轧辊按辊身基体组织大体可分为两类:珠光体球墨铸铁轧辊和针状体球墨铸铁轧辊,合金球墨铸铁轧辊一般采用整体铸造,但针状体铸铁轧辊由于合金含量高,铸造应力大,可采用离心复合浇注工艺,获得理想的综合使用性能。合金球墨铸铁轧辊具有良好的抗热冲击和耐磨损性能,被广泛应用做大型初轧机、型钢轧机、棒材连轧机和大型无缝管轧机用辊。
4、合金球墨铸铁轧辊
合金球墨铸铁轧辊由于石墨从辊身到芯部呈球状均匀分布,所以抗拉强度大,可经受重载荷,耐磨损性很好。基体组织为碳化物及珠光体或针状体,合金球墨铸铁轧辊按辊身基体组织大体可分为两类:珠光体球墨铸铁轧辊和针状体球墨铸铁轧辊,合金球墨铸铁轧辊一般采用整体铸造,但针状体铸铁轧辊由于合金含量高,铸造应力大,可采用离心复合浇注工艺,获得理想的综合使用性能。合金球墨铸铁轧辊具有良好的抗热冲击和耐磨损性能,被广泛应用做大型初轧机、型钢轧机、棒材连轧机和大型无缝管轧机用辊。



