




1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,尽量削减复层一侧的焊接作业量。
2,角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看不锈钢复合管护栏厚度而定由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂乱的金相安排,添加焊接难度。因此,为了防止 层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一部分。

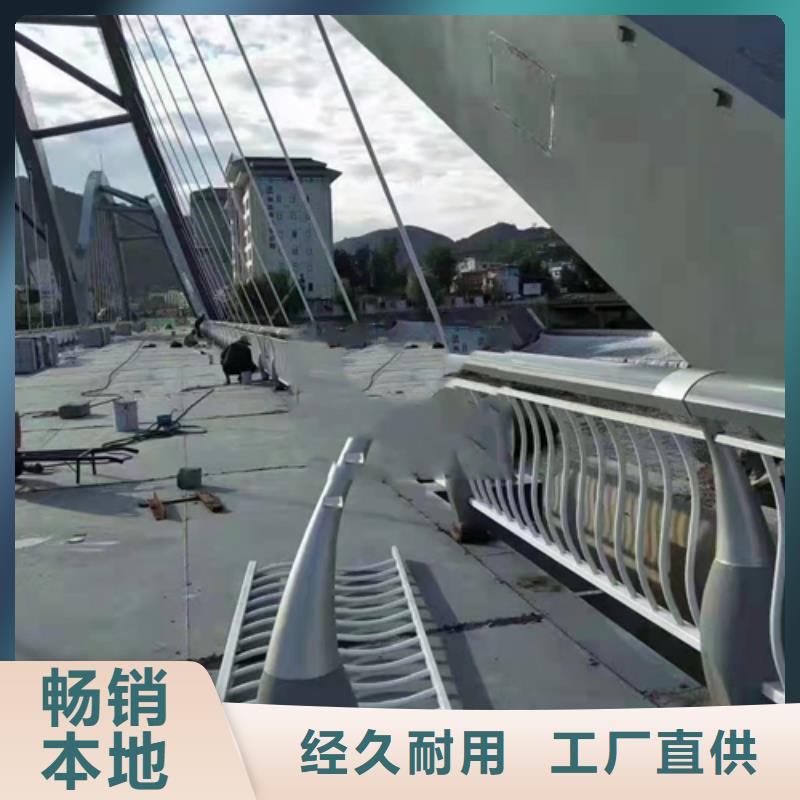
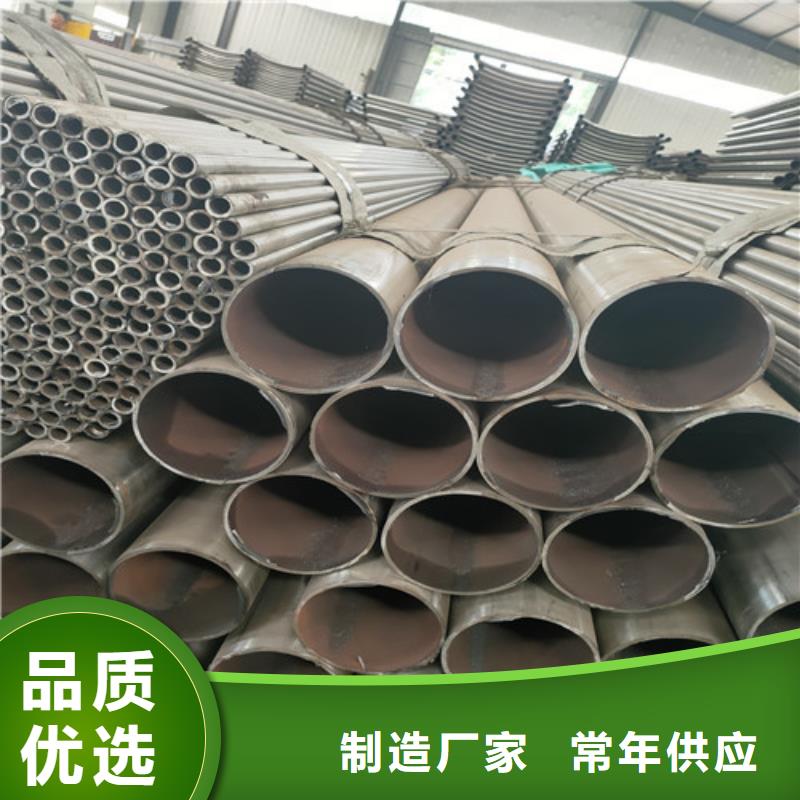
不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。
从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。
据了解,该工程集输管线选用双金属复合管。该管材属于新一代设计产品,对于输送混合气液有着广泛的应用前景,为先导试验区建设打开新局面。
双金属复合管焊接这种新工艺,对焊工更是一种新的挑战,焊工在培训期间非常积极。通过每天的焊件外观检查总结,焊接水平不断提高,培训效果良好,为保证该类管材的焊接质量奠定了良好的基础,同时为先导试验区工程建设打开良好局面,为工程保质保量顺利进行打下坚实基础。
由于该新型管材在油田地面建设工程尚未接触,焊接工艺尚未成熟,处于摸索阶段。油建工程二公司对焊接工艺非常重视,积极与业主和设计联系,成立双金属复合管焊接工艺领导小组。

管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。 可达2900多度。多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201

不锈钢复合管的良好的经济效用
随着现在技术的发展,早起的不锈钢复合管压力管道系统,因为在生产时由于钢带成型困难,焊接工艺难度大。施工中,管道连接方式仅为管件连接,因PSP管材口径较大,所用铜管件、不锈钢管件造价高;铸铁管件防腐性能差,不能确保管道系统的使用寿命的问题得到了解决,现在复合管的应用也得到了普及。
行业人士应该知道复合管压力管采用钢带辊压成型为钢管并进行氩弧对接焊技术,采用内外复合塑料层。中间为增强焊接钢管的复合结构。既克服了钢管存在的易锈蚀,使用寿命短和塑料管强度低,易变形等缺陷;同时又具有钢管和塑料管的共同优点,如隔氧性好,有较高的刚性和较高的强度,埋地管容易探测等。因其性能优异可广泛应用于建筑给水工程、石油、化工、制药、食品、矿山、燃气、光缆电缆穿线管等领域复合管具有较好的经济效益、社会效益和较大的推广应用价值。
这也是为什么现在刚产品能得到大力发展于得到人们认可的原因,为我们的生产、生活带来了方便和实惠。
