




钦州螺旋管布置(配管设计)应包括装置设备布置设计和螺旋管布置设计两部分,一般是由配管工程师来完成。装置设备布置设计是指通过计算机三维模型、电子CAD图或者图纸将一个生产装置所用的机械、设备、建筑物、构筑物等按一定的规则进行定位的设计过程。
钦州螺旋管涉及工艺流程要求,生产操作和检修要求,与四邻关系的要求,所在地形、地貌和面积大小的要求,自然环境和生活环境的要求等。装置设备布置设计的好坏直接影响到装置的操作、检修、、美观和经济性,它对管道设计也起到一个宏观控制作用。 螺旋管厂操作平台设置操作平台的设置除满足管道的操作要求之外,尚应考虑设备上仪表、人孔、手孔、视镜等方面的操作维护要求,同时还应考虑设备部件、螺旋管元件的检修要求,巡回检查要求,爬梯或梯子的设置要求,消防要求,照明要求等。

5.钦州螺旋管热裂纹
在螺旋钢管埋弧焊接中焊道内可产生热裂纹.为这种裂纹通常在起弧和熄弧处装有垫板并在板卷对焊接结束时可将螺旋钢管逆转而将焊进叠焊.热裂纹在焊缝应力很大的时候或者焊缝金属内的si很高的时候容易产生.
6.钦州螺旋管硫裂
硫裂也就是硫引起的裂纹,焊接硫偏析带很强的板材时硫偏析带中的硫化物进入焊缝金属而产生的裂纹.其原因是在硫偏析带中含有低熔点的硫化铁和钢中存在氢气.
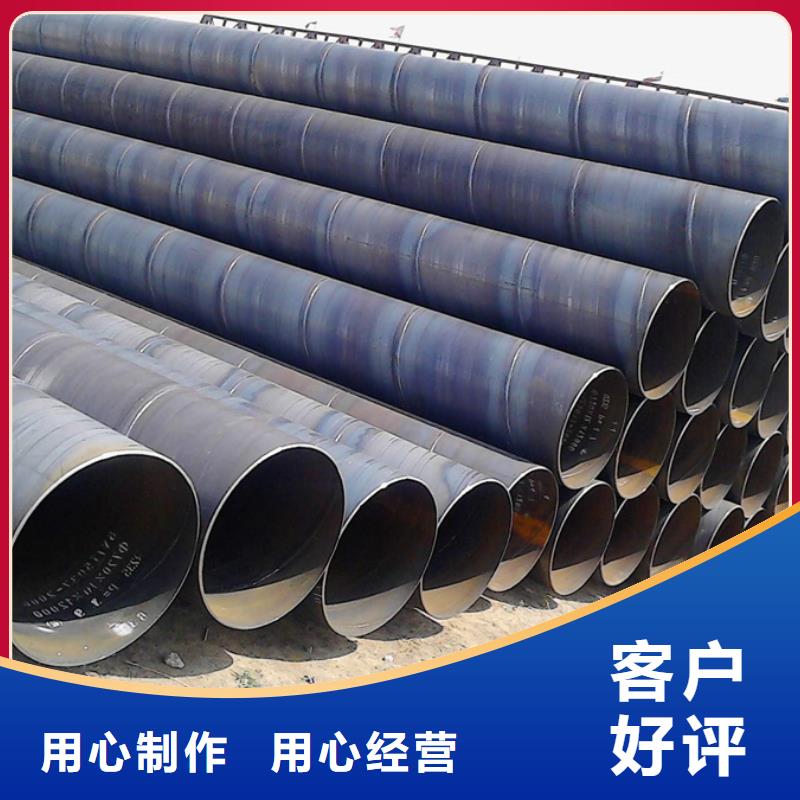
螺旋管厂介绍DN250螺旋管外径为273mm,常见壁厚主要有6mm、7mm和8mm三种。
钦州273螺旋管实际壁厚主要有两种
执行标准为9711的壁厚下差范围在0.5mm---0.6mm左右。
执行标准为5037的壁厚偏差范围在1.0mm---1.2mm左右。

将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,钦州螺旋管而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
钦州螺旋管厂介绍其主要的工艺特点:
1.钦州螺旋管成型过程中钢板变形均匀残余应力小表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性尤其在生产高钢级厚壁管特别是中小口径厚壁管方面具有其他工艺无法比拟的优势 可满足用户在螺旋钢管规格方面更多的要求。

操作平台一般由相应的设备、加热炉、土建等专业设计,配管专业应向这些专业提供所需要的平台资料。操作平台的委托资料应包括平台的大小、平台荷载、梯子形式等内容。一般情况下,钦州螺旋管设计可分为基础设计和详细设计两个阶段。螺旋管基础设计(BasicDesign)阶段:在工艺包基础上进行的工程前期设计。
详细设计(DetailDesign)阶段:为施工而进行的设计,国内常称为施工图设计。在国内,还有初步设计阶段,螺旋管是在工艺包基础上,为报政府部门或上级单位批准的工程前期设计。初步设计的设计内容深度,需要按照相关行业的专门规定,初步设计只是一个总体的规划,主要目的是报政府部门或上级单位审批。
钦州螺旋管在输送燃气,运输方面发挥了很大的作用。
随着国内外多项重大管道工程的规划及建设,大变形管线钢、高强度级别热煨弯管和厚规格低温管件等高附加值产品,显现出良好的市场竞争能力和较大的市场需求,钦州螺旋管而国内企业在开发该系列产品方面进度比较缓慢。为了尽快开发出适用于工业应用的高附加值大变形管线钢、热煨弯管用钢、管道站场用低温管件用钢,X100直缝埋弧焊管、螺旋缝埋弧焊管和热煨弯管,螺旋钢管。
