




锯切参数
锯带速度:锯带速度由材料的种类、材料的宽度及锯带的拉力所决定。较硬的材料必须用较低的锯带速度;较小的宽度必须用较快的锯带速度。
锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定。较硬的材料和较大宽度的材料要用较大的压力和进给速率;较软的材料和较小的宽度要用较小的压力和进给速率。
轮廓锯切:请根据您所需要锯切材料,选择适合的锯条种类;再根据您所需要锯切材料的小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。
锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。


3. 齿形。
锯切过程中,根据切削材料选择合适的齿形可以增加锯条寿命。如切削型钢,选择抗拉齿 。龟背齿则适合切不锈钢及小束材。变齿因齿槽形状多样,可以减少抖动和摆动,用于锯切有不同锯切要求、形状变化较宽的材料。
4. 分齿情况。
不同的分齿类型适用于不同的材料,选择合适的分齿可以增加锯条寿命。
5. 锯带张力。
以11.4kg~14.5kg 为标准值。11.4kg以下:焊缝不良,弯曲锯切,带条疲劳。14.5kg以上:潜在带条容易断裂,机器容易疲劳。
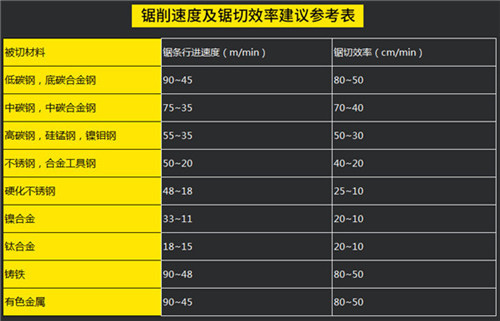
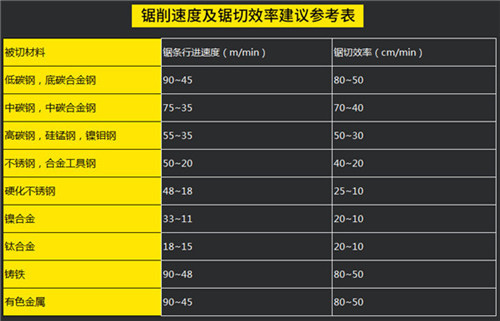
6. 带锯速度。
正确的带锯的速度可以增加带锯寿命!对于较硬的材料,通常降低带锯的速度。对于较软的材料,通常增加带锯的速度。



锯床使用规范:
1、带锯床操作及维修人员,必须经过专业培训,掌握带锯床操作和维修技能。作业人员应确保充足,保持精力集中。
2、变速时必须先停车再打开防护罩,转动手柄使皮带放松,将三角皮带置于所需速度的槽中,然后张紧皮带,盖好防护罩。
3、除屑钢丝刷的调整应使钢丝接触带锯条的齿部,但不要超过齿的根部,注意观察钢丝刷是否能铁屑。
4、根据所加工工件的尺寸大小沿燕尾导轨调整导向臂,调整完毕后必须锁紧导向装置。
5、锯料 大直径不得超过规定,工件必须夹持牢固。
6、带锯条松紧应适当,速度和进给量必须恰当。
7、铸铁、铜、铝件不加切写削液,其它均需加写削液。
8、切削途中锯条断裂,调换新锯条后,工件必须翻身重新锯,锯弓放下时应缓慢,不得冲击。
9、切削过程中操作者严禁离开岗位,严禁带手套操作。
10、每班下班时,必须切断电源,打开防护罩,被带入锯轮周围的切屑,做好日常维护保养及周围清扫工作

贵阳建贸钢筋笼绕筋机厂家 有限公司主要经营 数控钢筋弯曲中心等产品,业务遍及全国各个省市,是国内 数控钢筋弯曲中心企业主要供货商!我司成立以来一直致力于 数控钢筋弯曲中心产品的市场开发与经营,公司凭借“、、诚信、优质”的企业经营宗旨,在业内树立了良好的信誉。在保证产品质量的前提下快速将货物送到客户厂内、保证货物的同时也提高了客户生产进度。公司信誉至上保证客户无后顾之忧、品种丰富保证客户产品的需要。公司将秉承“诚信为本、共利同赢”的经营理念,愿与广大客户通力合作,共同发展,实现共赢!


