






当前大家对于数控等离子切割机都是颇为感兴趣的,大家都想要了解一下数控等离子切割机,那么小美也是在网络上收集了一些关于数控等离子切割机的一些信息来分享给大家,希望能够帮到大家哦。
1、数控等离子切割机,就是指用于控制机床或设备的工件指令(或程序),是以数字形式给定的一种新的控制方式。
2、将这种指令提供给数控自动切割机的控制装置时,切割机就能按照给定的程序,自动地进行切割。
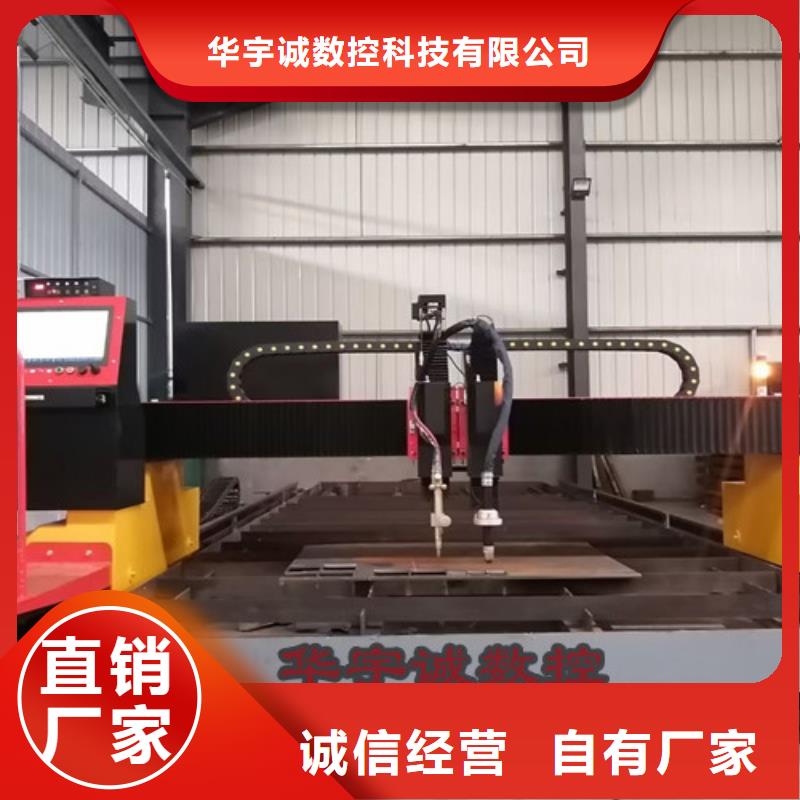
3、数控切割由数控系统和机械构架两大部分组成。
4、与传统手动和半自动切割相比,数控切割通过数控系统即控制器提供的切割技术、切割工艺和自动控制技术,有效控制和提高切割质量和切割效率。
5、 数控切割:是指数控火焰、等离子、激光和水射流等切割机,根据数控切割套料软件提供的优化套料切割程序进行全时、自动、、高质量、高利用率的数控切割。
6、数控切割代表了现代高科技的生产方式,是先进的优化套料计算技术与计算机数控技术和切割机械相结合的产物。
本文到此结束,希望对大家有所帮助。
新购置的数控切割如何清洗保养
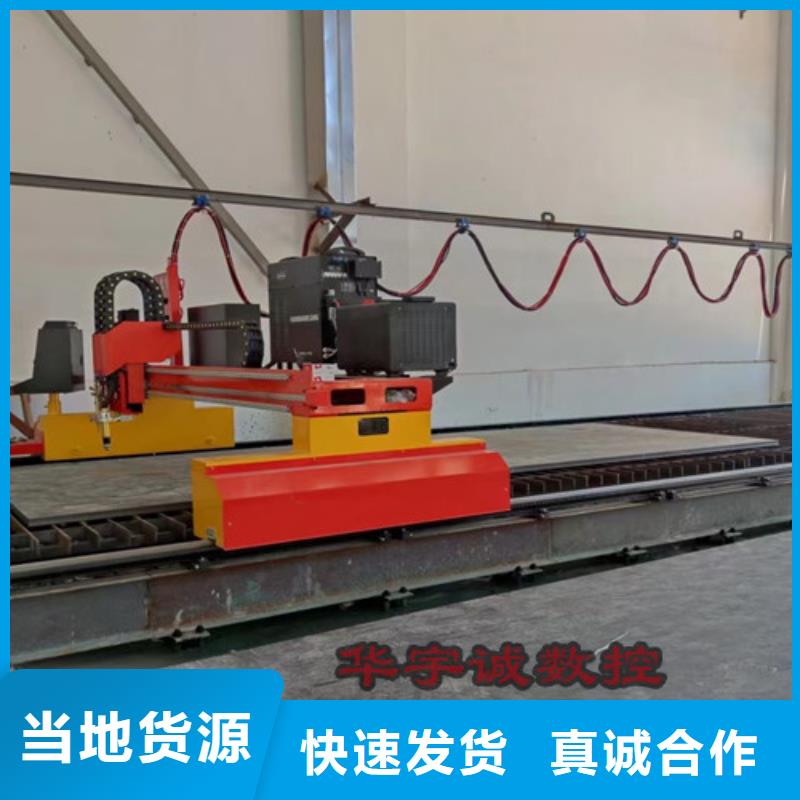
由于数控等离子切割机的生产环境是在车间里,环境相对来说是比较简陋和恶劣。所以我们要定期对数控等离子切割机进行一次保养工作。新购置的切割机也要注意日常的清洁工作,这里武汉耐霸数控就讲讲日常需要做的事项:
要想让设备运行稳定,切割时表面清晰,那么工作人员应该常常使用清洁布擦拭设备上的导轨,当然设备移动体的导轨也要擦拭到,擦拭完毕后,再在所有导轨的表面涂上一层油膜。
另外,数控等离子切割机上的导向轮和滚轮也要常常做清洁,如若长时间不清洗,设备正常工作运转时,会产生一定量的氧化铁锈和夹带着一些粉尘,这些赃物会粘附于表面,所造成的后果就是,部件会磨损的更快,机器也会运行不稳定,以至于切割的工件表面质量不理想。
要让数控等离子切割机保持正常运行,就要保持齿条和齿轮的 啮合,所以要定期对设备的纵向、横向输出齿轮和齿条做清洁工作,保证其干净度。这里给大家一点建议,可以定期使用润滑齿轨,每周用压缩空气喷洗纵、横向齿条面。注意,每次清理后需要擦干净,再用润滑油抹一遍,防止与氧气反应,产生锈渣。
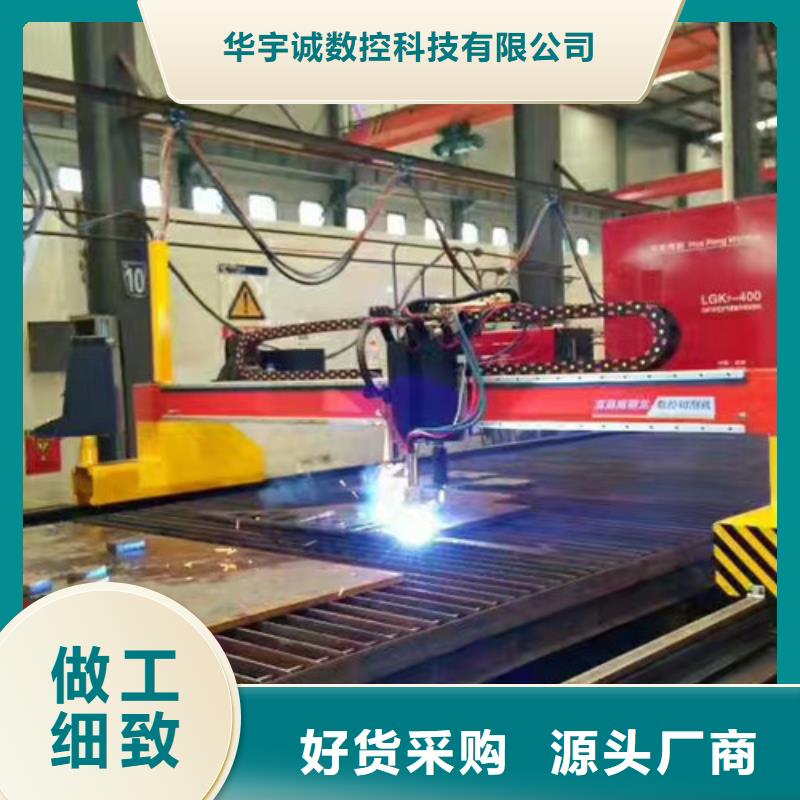
不少准备选购数控切割机的客户,都在发愁一个问题,就是数控切割机怎么编程?数控切割机发展到今天已经很成熟了,虽然系统是采用国际通用G码编程,不少人认为自己记不住或不认识G码,如何实现编程?如何操作数控切割机呢?但是现在随着智能与人工应用的发展,在使用和操作数控切割机的时候,根本是无需编程的,今天奥迅切割设备小编就拿数控等离子切割机为例,讲解一下怎么编程?
奥迅切割机内置图形
首先现在数控切割机操作系统一般都内置了部分常规切割图形,像咱们奥迅数控切割机里面,都存储了48种常规作业图形样式,当客户使用的时候,只需要修改相关参数,例如圆形来说,需要修改需要切割的圆形半径尺寸,以及需要切割数量,和选择切割的圆形为成品配件或是挖空废料件即可,通过以上指令后,等离子数控切割机就可以自动操作了。整个过程根本是无需编程,也无需客户读懂或认识G码。
CAD绘制切割图形
其次客户需要切割的图形非常规图形,毕竟每个客户生产的需求不同,针对于系统库木有的图形,客户就需要编程了,不懂G码如何实现编程呢?其实问题并不难,首先客户需要在CAD上画出自己想要切割的图形,以及各个标量参数,然后把图形输出到桌边文件。然后客户打开随机赠送的自动编程操作软件,通过选择文件打开刚做好的CAD图形,然后软件就是自动转化为切割代码。客户点击另存为保存好输出的txt格式文件。然后把输出后的txt文件复制到U盘,插入等离子数控切割机的操作主机,就可以实现所需图形的切割操作了。实际整个所谓是编程过程,客户根本木有实际编写G码,也根本无需读懂G码,就这么简单的操作了,所以我们奥迅给客户讲解的时候曾举例说,只要你能学会操作老年手机,就可以完全可以操控我们的数控切割机,无需编程就这么简单。
奥迅切割机切割案例
数控等离子切割机切割质量的评价指标这一节我们谈一下数控等离子切割机切割质量的评价指标,对于数控等离子切割机切割质量的评价指标,相信大家都不是很清楚,接下来就由武汉耐霸小编来给大家介绍一下。 数控等离子切割机切割质量的评价指标目前还没有性的标准,只有行业标准:即《热切割等离子弧切割、质量和尺寸偏差》(JB/T 10045.4-1999)。对等离子弧切割质量的评价主要包括以下几个方面: 一、切口的宽度:它是评价切割机切割质量的重要特征值之一,也反映切割机所能切割小圆的半径尺寸。它是以切口宽处的尺寸来计量的,大部分等离子切割机的切口宽度在0.15~6mm之间。造成的影响:1、过宽的切口不仅会浪费材料,也会降低切割速度和增大能耗。2、切口宽度主要与喷嘴孔径有关,一般来说,切口宽度总是要比喷嘴孔径大10%~40%。3、当切割厚度增加时,往往需要使用更大的喷嘴孔径,切口也将随之加宽。4、切口宽度增加,会使割件的变形量增大。二、表面粗糙度:它用来描述切口表面的外观,确定切割后是否需要再加工。它是测量切口深度2/3处横断面上的Ra值。由于切割气流的作用在切割前进方向上产生纵向振动的结果,主要形式是切割波纹。一般要求氧乙炔法切割后的表面粗糙度:1级Ra≤30μm,2级Ra≤50μm,1级Ra≤100μm。等离子弧切割的切口Ra值通常超过火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱边的方形度:它也是反映切割质量的重要参数,关系到切割后所需要再加工程度。该指标常用垂直度U或角度公差来表示。一般来说:等离子弧切割时其U值与板厚及工艺参数关系密切,通常在U≤(1%~4%)δ(δ为板厚),激光切割U≤0.5mm。四、热影响区的宽度:该指标对于那些可硬化或可热处理的低合金钢或合金钢非常重要,过宽的热影响区宽度会明显改变切口附近的性能。空气等离子弧切割的热影响区宽度在0.3mm左右,水下等离子弧切割时,热影响区宽度还可以更窄。五、挂渣量:是描述热切割后在切口下缘粘附的氧化物熔渣或重新凝固材料的多少。挂渣的等级通常是靠肉眼观测来确定的,一般用无、轻微、中等和严重等术语来描述。另外,对割缝直线度、上缘的熔化度以及缺口等也应该有相应的要求。 