


想要了解20crmnmo钢板零切产品的魅力?视频为你揭晓答案!
以下是:20crmnmo钢板零切的图文介绍


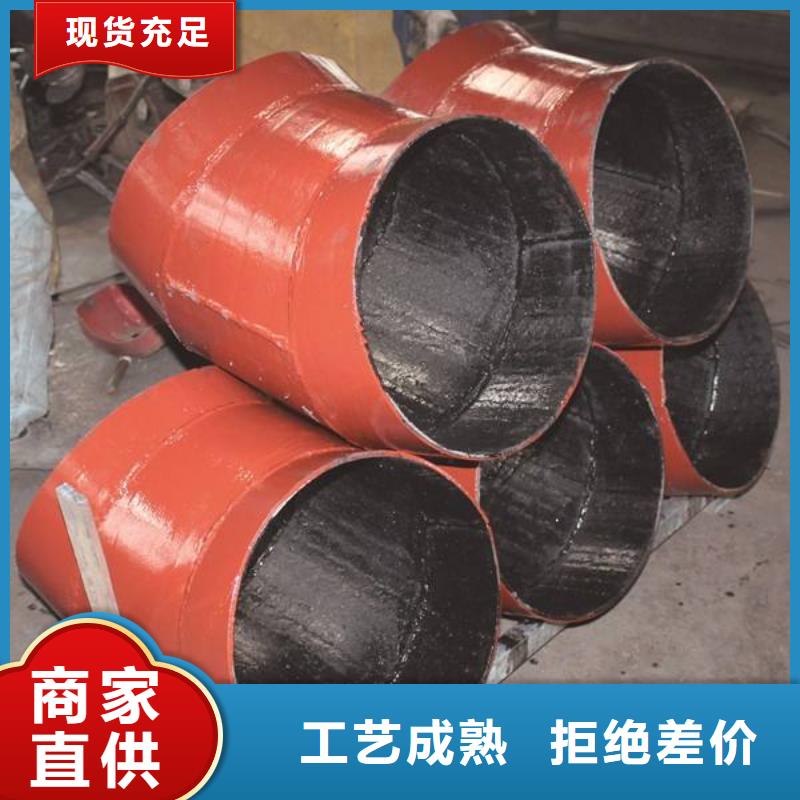
q355nh耐候钢板、Q345NH耐候板、09CuPcrNi-A耐候板、Q235NH耐候板等各种耐候钢板和耐候板产品,集装箱、耐腐蚀钢、冷轧耐候钢、热轧耐腐蚀专用钢、集装箱板、耐候桥梁钢、耐海水腐蚀钢、耐大气腐蚀结构钢、工程机械用钢大梁钢,资源丰富,价格合理产品,材质规格齐全。 材质主要有:Q355GNH、09CuPCrNiA、Q345NH、Q235NH、Q295NH,Q275NH,耐候钢板、耐候板、Q355NH耐候钢板。产品广泛用于 室外,室内装饰,暮景墙装饰及用于制造集装箱、铁道车辆、石油井架、海港建筑、采油平台及化工石油设备中含硫化氢腐蚀介质的容器等结构件。



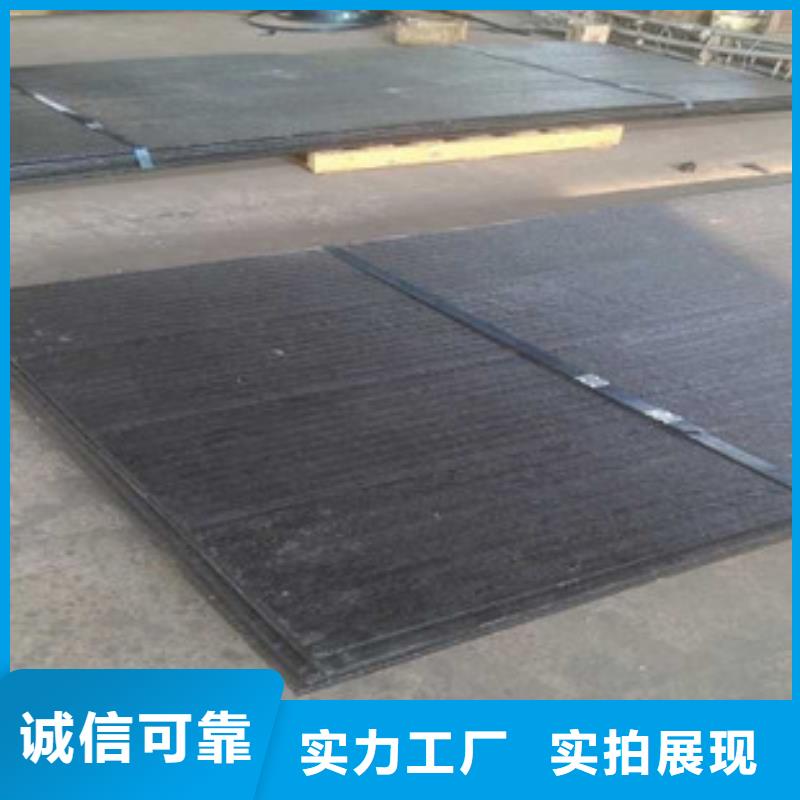
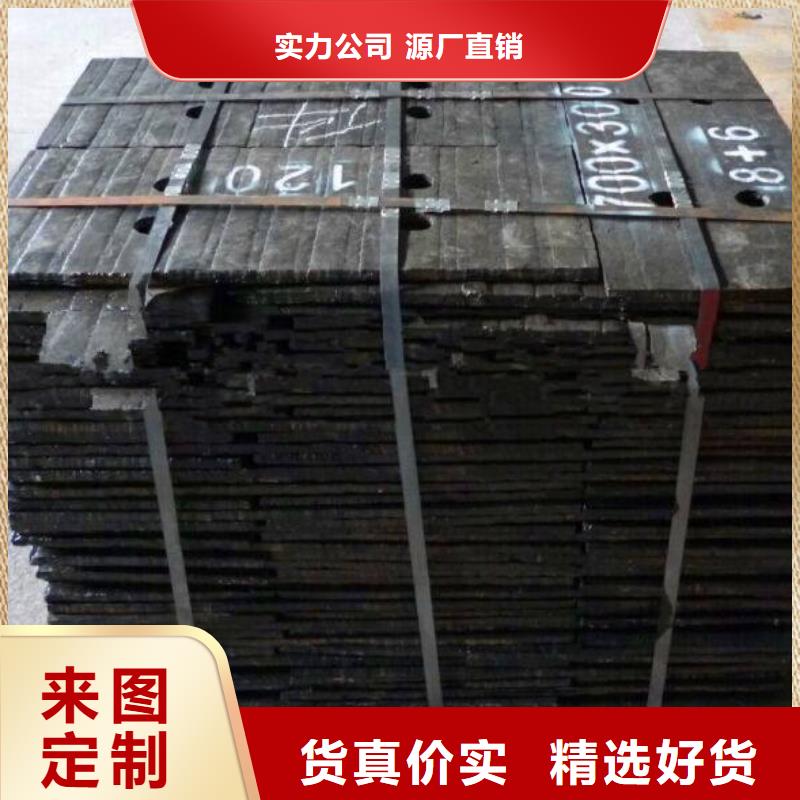
堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。


阿坝涌华金属科技有限公司秉承“科技的光芒源于人性设计,创精的品牌源于产品品质”的经营理念。以卓越的品质,周到的服务和更具竟争力的价格,为社会,为客户提供 合金板产品的解决方案,并愿与所有关心创精、信赖创精的朋友一起,携手共创辉煌明天。




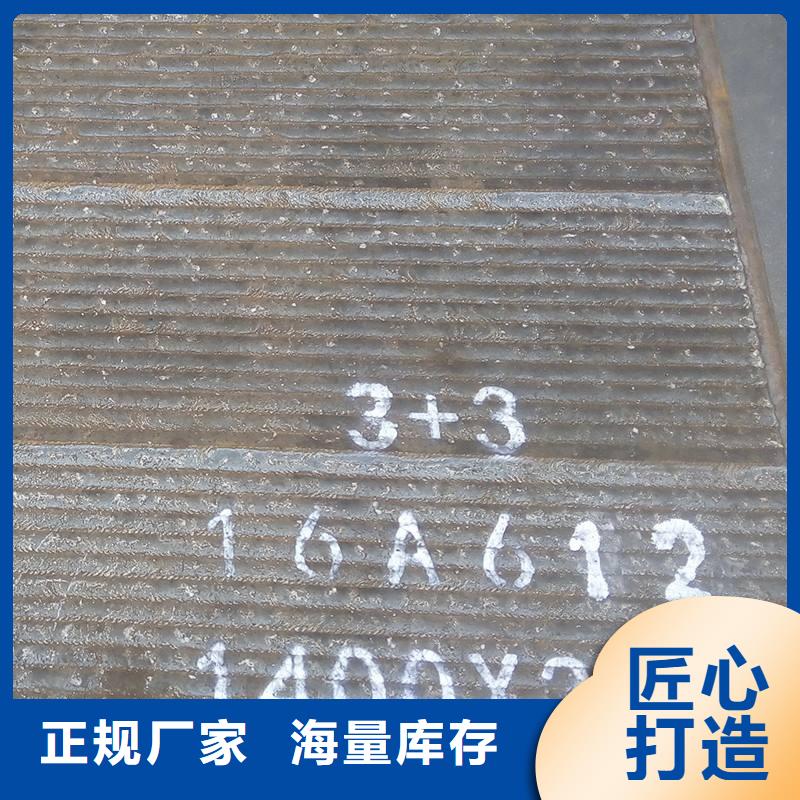
钢板的尺寸、外形、重量及允许偏差符合GB/T709-2006的规定,该标准的四类厚度偏差类别可供用户选择。
为增加标准的灵活性, 限度满足用户要求,体现标准的 自由度原则,本标准规定经供需双方协议,可供应其他尺寸、外形偏差的钢板。


