
为了让您更全面地了解我们的DN5003pe加强级防腐钢管生产厂家,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:DN5003pe加强级防腐钢管生产厂家的图文介绍


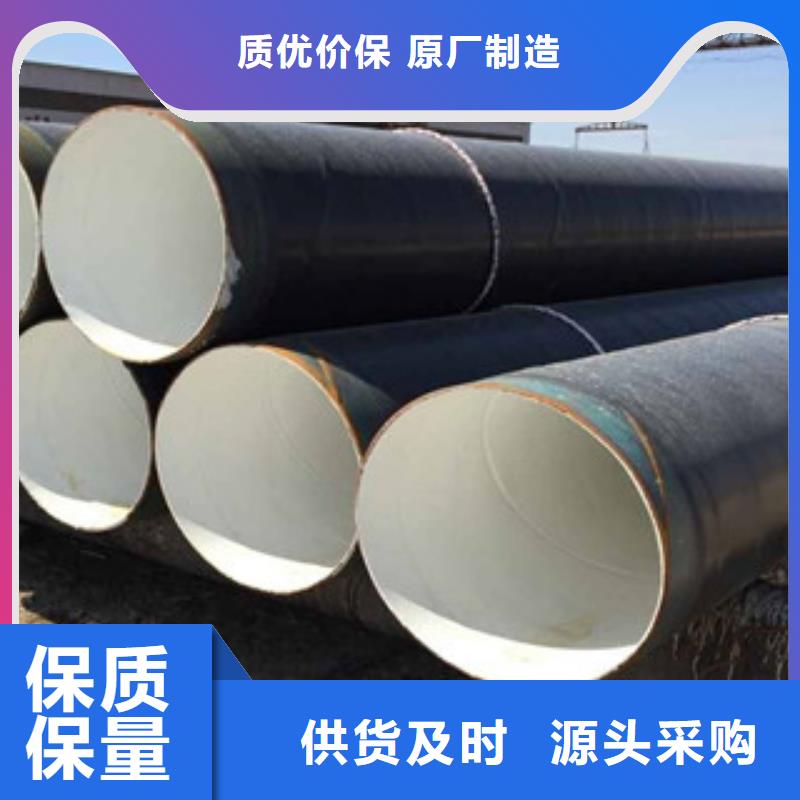
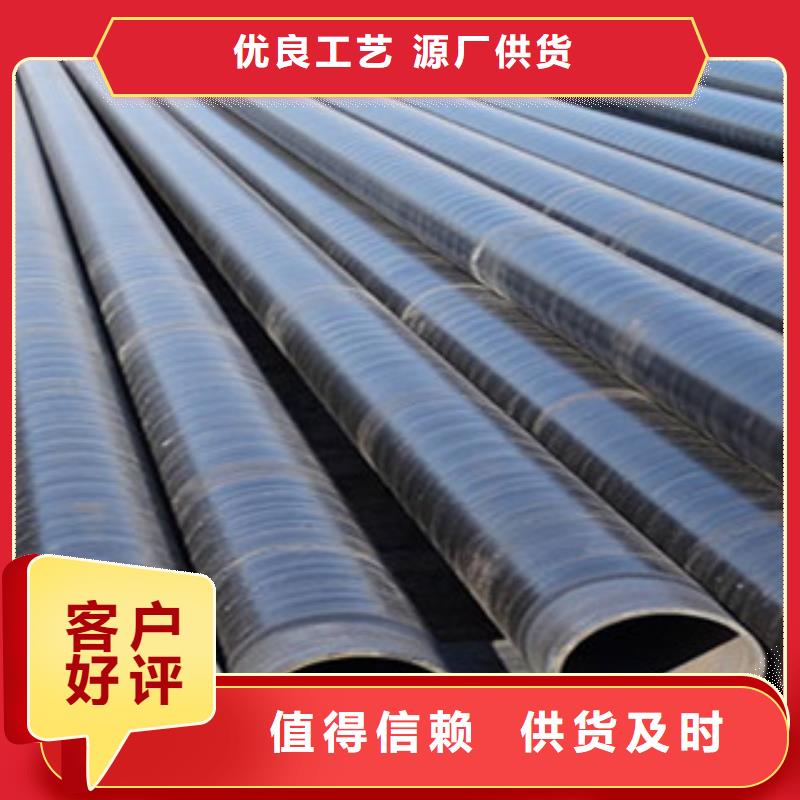
3pe防腐钢管三层结构聚乙烯防腐层(3pe)综合了熔结环氧粉末涂层和挤压聚乙烯两种防腐层的优良性质,将熔结环氧粉末涂层的界面特性和耐化学特性,与挤压聚乙烯防腐层。埋地钢质管道的优质防腐涂料。采用环氧粉末涂敷打底聚乙烯PE及粘剂缠绕或包覆形成的三层PE工艺,是目前普遍采用的钢管道防腐工艺,也是目前国内西气东输及油田输油、气,城市供气。与时俱进的管理模式及营销理念,将引领我公司与您携手进入辉煌,共创美好未来!螺旋钢管制造厂家生产工艺:是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。(1)原材料即带钢卷,焊丝,焊剂。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。5)采用外控或内控辊式成型。6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接。



安庆兴昊管道有限公司本着诚实守信的原则,互惠互利的精神于您携手并进,共求发展,欢迎全国各地新老客户前来电洽淡采购 内外涂塑复合钢管。


3PE防腐管道密封性能强,长期运行后可节约大量能源,降低能源成本,保护环境。 并且防水性和耐腐蚀性强,施工简单快捷。 一般来说,它在低温下也具有良好的耐腐蚀性和抗冲击性,并且聚乙烯吸水率低(小于0.01%) 一般来说,使用寿命可达30-50年,正确的安装和使用可使管网维护成本极低。 同时,它具有环氧强度高、聚乙烯吸水率低、热熔胶柔软性好等优点,具有很高的防腐可靠性,但与其他修补材料相比,它具有成本高的缺点。 因此,3PE防腐管道后期的可行性仍然比较大。 我希望将来会有更好的发展。 3pe防腐管道通常由滚压成型、高频焊接、挤压、冷却、定径、飞锯切割等部分组成。机组前端装有储料活套,机组后端装有钢管翻转架。



地埋环氧煤沥青防腐钢管IPN8710高分子互穿网络防腐钢管防腐层对于埋地管道的寿命来说是至关重要的,采用防腐层使钢管与土壤等腐蚀环境隔绝是埋地管道防腐的基本方法。同样材质的管道,有的埋在地下几十年而不腐蚀,有的几年就发生腐蚀穿孔导致泄漏。因此,有针对性地采取防腐措施是十分必要的。金属管道与其所处环境介质之间发生化学的、电化学的或物理的作用而引起的材料破坏和变质称为腐蚀。金属腐蚀是引起材料失效和破坏的主要原因之一。由于埋地管道置身于土壤中,其运行环境复杂,管道被腐蚀破坏后,将造成管道泄漏、环境污染,严重时酿成燃烧或等恶故以及资源和能源的严重浪费,使国民经济受到巨大的损失。因此,研究腐蚀机理,采取有效的防护措施,对经济建设有着十分重大的意义。如材料中说到阴极保护屏蔽的问题。到现在还没有关于防腐层实际运作中呈现阴极保护屏蔽的实例报导。通过多年的实践标明。跟着运用年限的添加。适用范围首要用于埋地或水下钢质输油。输气。供水。供热管道的外壁防腐。也适用于各类钢结构。码头。船只。水闸。煤气储罐。炼油化工厂设备防腐及混凝土管。污水池。楼顶防水层。卫生间。地下室等混凝土结构的防水和防渗漏。



(1)内衬不锈钢复合钢管焊接方法
推荐采用手工电弧焊,对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时
,焊丝采用同E309相同成分的A302焊丝。
(2)焊接程序是。
内衬不锈钢复合钢管焊接设备应满足焊接工艺要求。 并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。
(3)焊接要求
内衬不锈钢复合管复材焊缝表面应尽可能与复材表面保持平整,光顺,焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,
即降低熔和比。为此应采用较小直径的焊条或焊丝,为较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
(4)焊后清理
内衬不锈钢复合钢管焊后应仔细清理焊件表面的烛渣,焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理 完毕,应在基材焊缝附近
的明显部位打上焊工印记以便日后考查。
