

不容错过的377*6小口径煤矿用内外涂塑复合钢管GB/T9711视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:377*6小口径煤矿用内外涂塑复合钢管GB/T9711的图文介绍
常德兴昊管道有限公司专注于 内外涂塑复合钢管行业,总部位于常德。 致力为客户提供高品质的 内外涂塑复合钢管。 秉承“为客户创造更大价值”的使命,通过高品质的 内外涂塑复合钢管产品,已经赢得河南、湖北、湖南、安徽、重庆等十余个省市客户的盛誉。


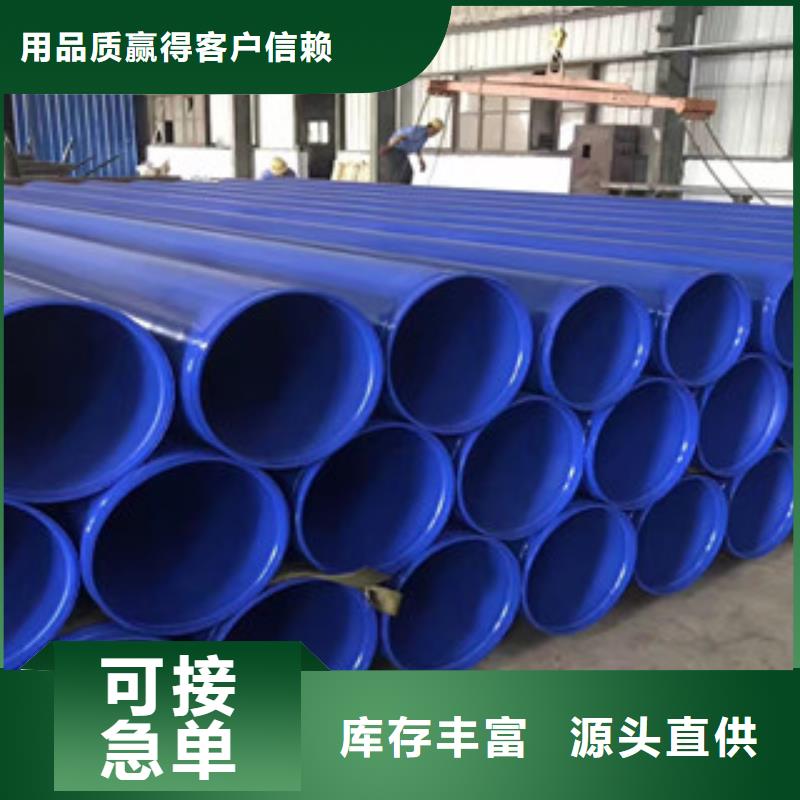
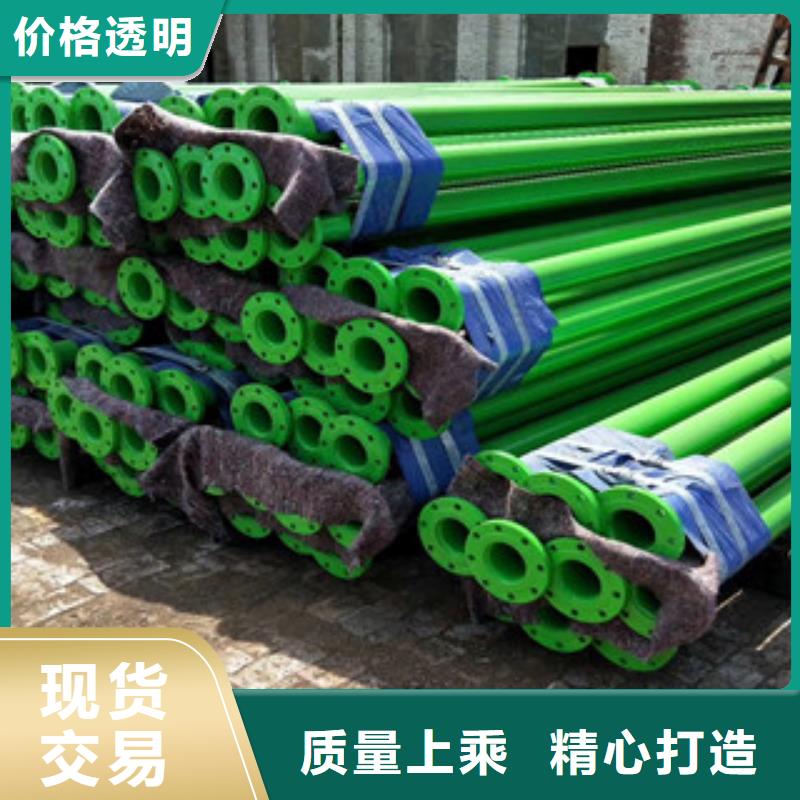
关于给水涂塑复合钢管的工艺介绍,主要有静电喷涂及热浸塑,一般静电喷涂适用于任何领域的用管要求,热浸塑可以用在消防、电缆穿线管等领域。它的工艺基本如下,首先将普通钢管经过一些列前处理包括倒角去毛刺、端面整平、喷砂除锈等,接着预热,使温度达到220℃,然后将预热好的钢管进行静电喷涂或浸塑在聚乙烯粉末中,如果产品喷涂的是环氧树脂则需要送往固化炉固化,固化温度要求达到280℃左右,四小时后即可取出产品,*经过修补,即产品加工完成。加工工艺中要注意的细节也非常多,比如涂塑层要均匀,每一处地方都要喷涂到,浸塑时间的控制等,要想把该产品做好 要选择优质的环氧或聚乙烯粉末,然后需要有先进的工艺技术,*要有先进的设备支持。



常德兴昊管道有限公司主要业务范围 内外涂塑复合钢管。公司自成立以来,经过多年的发展,建立并完善了组织管理体系,职业健康安全管理体系认证。我们拥有经验 丰富的设计、施工团队,并引进了技术。只做合格产品,真诚服务客户是公司经营的宗旨,我们将以优良的产品质量、严格科学的管理、完善的服务与各地客户真诚合作,共为我国康体事业的 发展做出贡献。



大口径螺旋钢管制造步骤总结(1)原材料即带钢卷,焊丝,焊剂。在投入前都要通过严厉的理化查验。(2)大口径螺旋钢管带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。(3)成型前,带钢通过矫平、剪边、刨边,表面整理运送和予弯边处理。
(4)选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满足焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。
(7)内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了100%的螺旋焊缝的无损检测覆盖率。若有缺点。


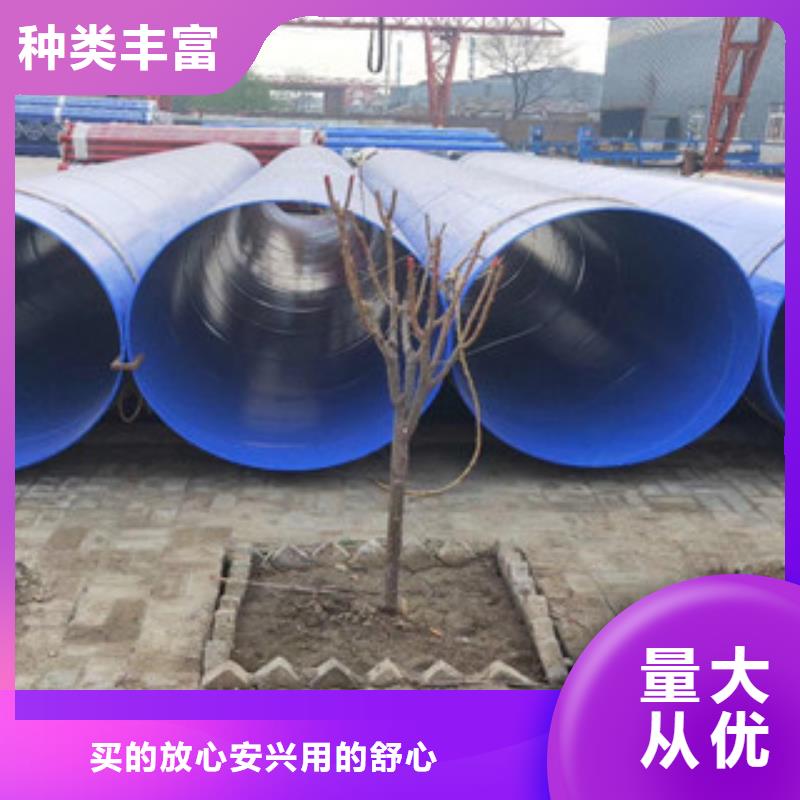
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
中文名螺旋钢管外文名Spiral steel pipe原材料带钢卷板制作方法常温挤压成型
目录
1 生产工艺
? 焊缝处理
? 工艺特点
2 堆放原则要求
3 质量检测
4 稳定性能
5 抗弯强度
6 标准分类
7 材质
8 发展
9 用途
10 规格表
中文名螺旋钢管外文名Spiral steel pipe原材料带钢卷板制作方法常温挤压成型
目录
1 生产工艺
? 焊缝处理
? 工艺特点
2 堆放原则要求
3 质量检测
4 稳定性能
5 抗弯强度
6 标准分类
7 材质
8 发展
9 用途
10 规格表



