13963513828




发布时间:2024-09-08 18:56:30 浏览次数:1 公司名称:[赤峰]浩融金属制品厂
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 浩融金属 |
| 产地 | 山东 |
| 是否进口 | 否 |
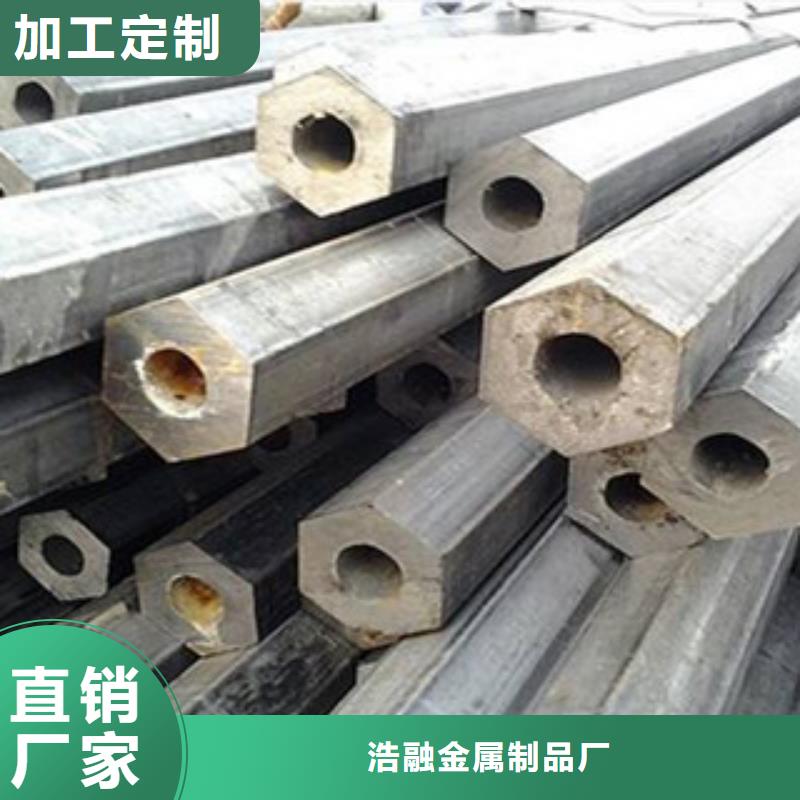

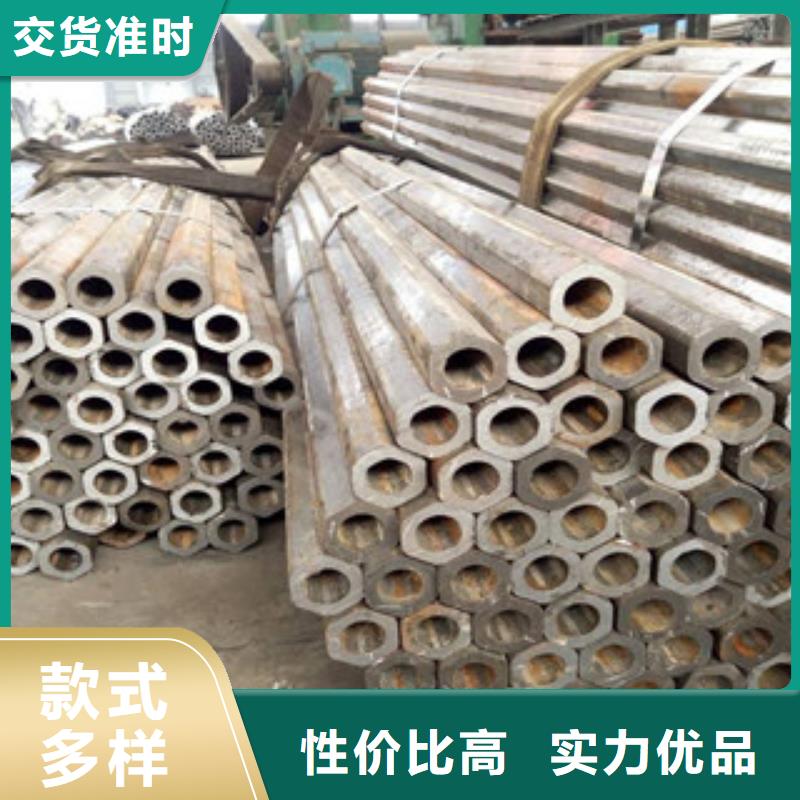
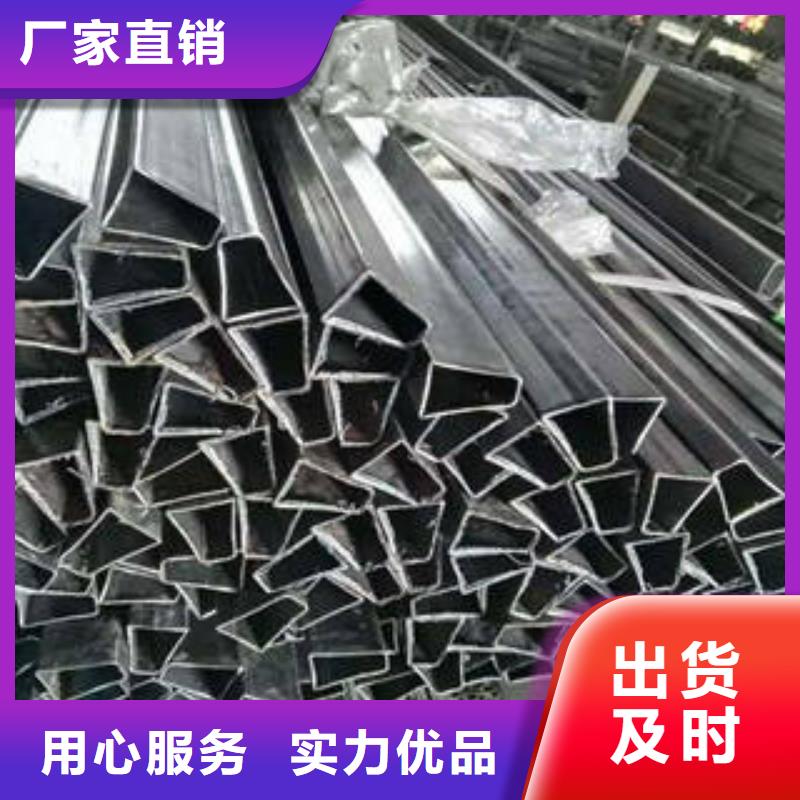
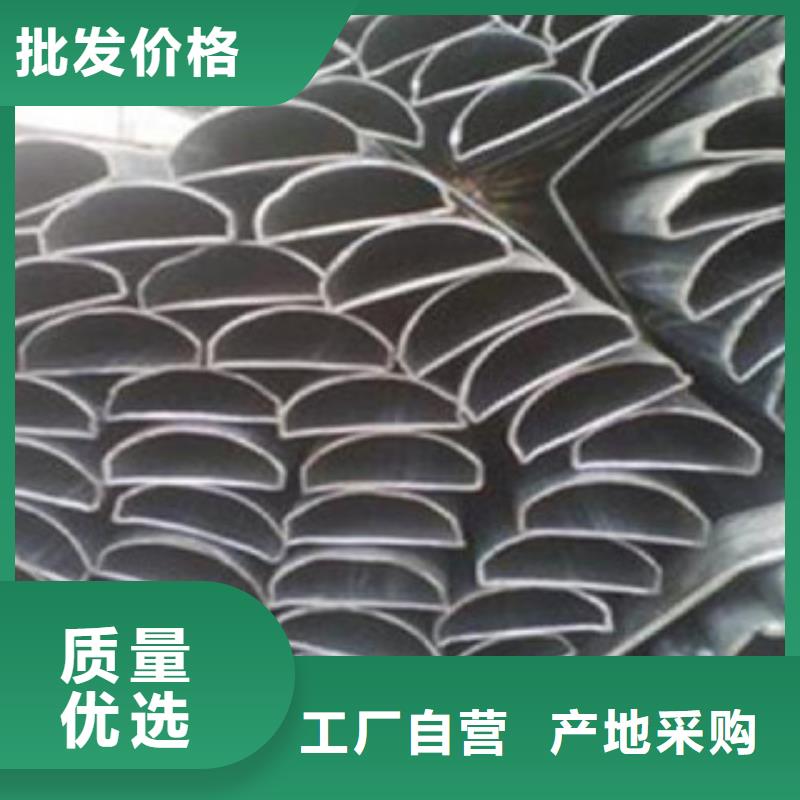

赤峰浩融金属制品厂成立于2017年,坐落于风景优美、人文荟萃的——赤峰。公司长期致力于【异型无缝钢管】产品的生产研发工作,公司具有良好的企业形象和品牌形象,常年参加国内外大型专业【异型无缝钢管】展。公司视质量为生命,严格执行各项工艺标准和操作规程,严格控制每一个生产流程与细节,确保质量的稳定性和【异型无缝钢管】产品的完善性。公司秉承质量、求实、求新、服务的宗旨,本着服务大众的精神,更以优良的质量,完善的售后获得了广大用户的信赖。热忱欢迎广大用户光临惠顾!


异型管电镀前的十点准备工作
异型管在生产制造、加工搬运、保存期间会有油酯、氧化物锈皮、氢氧化物、灰尘等污物附著于表面,若不去除这些污物而进行电镀将得不到良好的镀层。所以在异型管电镀加工前应做好以下十点准备工作:
(一)去除氧化物及锈皮的基本方法有:喷砂除锈、滚筒除锈、刷光除锈、酸浸渍、盐浴除锈、硷剂除锈、酸洗,我们要根据情况进行选择。
(二)污物的种类可分为有机物及无机物。有机物污物主要是动物性油酯,植物性油酯及矿物性油酯,无机物污物是金属氧化物、盐类、尘埃、及砂土。另外由有机物和无机物污物之物如研磨屑、研磨材料。动物性及植物性油酯可被化缄剂皂去除。矿物性油污无法被缄剂皂去除需用三菉乙烯、汽油、石油溶剂乳化剂等去除。无机物污物可被酸或缄溶解,利用酸、缄浸渍、化学或电解方法去除及机械研磨方法去除。无机、有机混合污物去除较困难,除了利用化学方法,亦须用电解,机械研磨等方法联合应用去除。



教您认识金属材料的三种性能
(一)化学性能
指异型管金属材料与周围介质扫触时抵抗发生化学或电化学反应的性能,包括:1.耐腐蚀性:指金属材料抵抗各种介质侵蚀的能力;2.抗氧化性:指异型管材料在高温下,抵抗产生氧化皮能力。
(二)工艺性能
指材料承受各种加工、处理的能力的那些性能,主要包括:1.铸造性能:指金属或合金是否适合铸造的一些工艺性能,主要包括流性能、充满铸模能力;收缩性、铸件凝固时体积收缩的能力;偏析指化学成分不均性。2.焊接性能:指异型管材料通过加热或加热和加压焊接方法,把两个或两个以上金属材料焊接到一起,接口处能满足使用目的的特性。3.顶气段性能:指金属材料能承授予顶锻而不破裂的性能。4.冷弯性能:指金属材料在常温下能承受弯曲而不破裂性能。5.冲压性能:金属材料承受冲压变形加工而不破裂的能力。在常温进行冲压叫冷冲压。检验方法用杯突试验进行检验。6.锻造性能:异型管材料在锻压加工中能承受塑性变形而不破裂的能力。



工件可放置在封闭的空间(经抽真空或内部气体环境在控制下);
激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;
可焊材质种类范围大,亦可相互接合各种异质材料;
易于以自动化进行高速焊接,亦可以数位或电脑控制;
焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;
不受磁场所影响(电弧焊接及电子束焊接则容易),能的对准焊件;
可焊接不同物性(如不同电阻)的两种金属;
不需真空,亦不需做X射线防护;
若以穿孔式焊接,焊道深一宽比可达10:1;
可以切换装置将激光束传送至多个工作站


异型管波浪缺陷的七点措施
异型管在退火时可能会出现局部波浪形,表现为中间浪和边浪,少量二肋浪。这种缺陷一般与来料质量、机组炉底辊磨损程度、加热和冷却时的热应力等因素有关。我们可以采取以下措施来进行:
(一)通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。
(二)在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。
(三)为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。
(四)正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。
(五)生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。
(六)碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。
(七)保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。


