








光纤激光切割机与传统加工方式有什么区别?
1.处理速度
激光切割管加工,速度非常快,是传统加工的几倍,甚至几十倍
传统加工(线切割、冲孔、火焰切割等)速度较慢,不能在高峰期及时供货
2.加工精度
激光切割管材加工,尺寸准确,误差在±0.1mm以内,
传统火焰加工精度粗糙,线切割尺寸准确。
3.是否开模
激光切割管材加工时无需开模,根据电脑图形进行切割
传统加工需要辅助模具,如冲压模具。
4.加工范围
激光管材切割可加工管材任何形状的任何表面和360°3D切割
传统的加工表面和形状是有限的。
光纤激光切割机可以满足不锈钢保温杯的大规模加工要求。 1mm不锈钢切割速度可达15m/min,可在板材表面钻孔,切割各种复杂图案。具有精度高、切缝小、节省材料、切割面平整等优点,省去了剪板、冲压、打磨等多项工序,大大缩短了产品的生产周期。
光纤激光切割机是利用激光束照射工件表面所释放的能量,使工件熔化、蒸发,从而达到切割、雕刻的目的。激光切割厂家认为,光纤激光切割具有精度高、切割速度快、切割图案不受限制、自动排版、节省材料、切割平稳、加工成本低等特点,特别适用于品种多、结构复杂的不锈钢保温杯技术。
光纤激光切割机是一种通过光波切割材料的工具,主要是金属材料。
光纤激光切割机
光纤激光切割机不能切割哪些材质?
光纤激光切割机可以切割多种材料,仍有许多材料激光切割机不能切割。不能或不适用于吸收激光切割机的波长,如石材、玻璃等非金属材料。
高反射材料会反射激光切割机发射的激光,如铜,切割铜时要高度注意,以免损坏切割机。
光纤激光切割机属于热加工。切割木板等易燃材料时,材料表面加热会自燃,导致切割物体的精度不能满足切割要求。因此,这些物体不能被切割。
激光加工碳钢时,新手操作中可能会出现毛刺、切割等问题。
激光切割机切割碳钢出现毛刺、切不断是怎么回事?
1.切割速度太快。当切割速度过快时,很容易出现切割不透明的现象。
2.喷嘴选择不当。喷嘴的孔径与板材厚度不匹配,需要更换喷嘴来解决问题。
光纤激光切割机切割面底部毛刺的原因是什么?
1.焦点问题。这个问题可以通过调整焦点来解决。
2.激光输出功率问题。在确定激光器正常运行的前提下,进一步检查激光器的输出功率是否与板的所需功率相匹配。
3.切割速度问题。切割速度过慢也会导致切割面底部毛刺。此时,需要加快切割速度。
4.气体问题。气体的纯度也会影响切割质量,需要更换纯度较高的气体进行切割。
5.机器的工作时间。当机器连续工作超过一定时间时,需要重新启动机器。
以上就是光纤激光切割机的相关内容,希望看完后能对您有帮助。
如果您在使用光纤激光切割机的过程中遇到一些问题,在这里,您可以找到一些解决光纤激光切割机常见问题的方法。
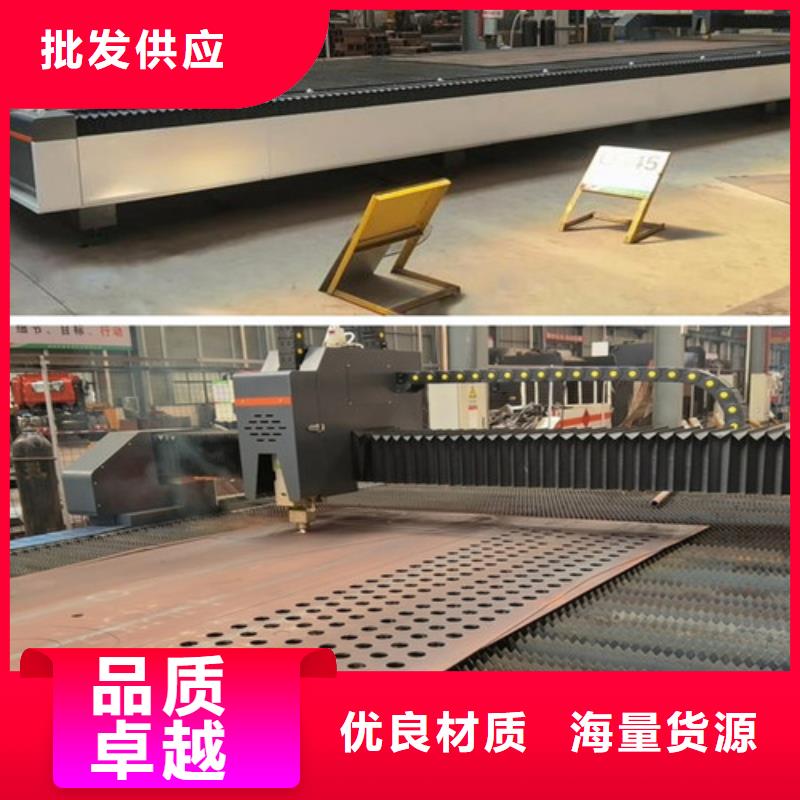
光纤激光切割机是如何工作?
激光切割是用高功率密度激光束照射工件,使其快速熔化、汽化、烧蚀或达到点火点。同时,高速气流将熔融材料吹走。工件与光束同轴,由数控机械系统控制,通过移动光斑位置实现工件切割。
光纤激光切割机操作是否有危险?
激光切割是一种环境友好的切割方法,对人体无害。与等离子切割机和氧气切割相比,激光切割产生的灰尘、光线和噪音更少。即使不遵循正确的操作方法,也可能导致人身伤害或机器损坏。
1.使用机器时注意易燃材料。有些材料不能用光纤激光切割机切割,包括泡沫芯材料、所有PVC材料、高反射材料等。
2.在机器工作过程中,严禁操作人员离开,以免造成不必要的损失。
3.不要盯着激光切割过程看。禁止通过放大镜等透镜观察激光束,以免损伤眼睛。
4.不要将爆炸物放在爆炸物之间。
哪些因素会影响光纤激光切割机的切割精度?
影响精度的因素很多。一些因素是由设备本身引起的,如机械系统的精度、工作台的振动、激光束的质量、辅助气体、喷嘴等。其他因素是由材料本身引起的。由材料的物理化学性质、材料的反射程度等特性引起。其他参数如参数可根据具体加工对象和用户的质量要求进行调整,如输出功率、焦点位置、切割速度、辅助气体等。
如何找到光纤激光切割机的焦点位置?
光纤激光器的光束功率密度对切割速度的影响非常重要,因此选择准确的聚焦位置尤为重要。由于激光束的扩展与透镜的长度成正比,我们可以利用此功能,在行业文件中有三种简单的方法来查找切割焦点位置:
1.脉冲法:将激光束打印在塑料板上,从上到下移动激光头,检查所有孔,聚焦于小直径。
2.斜板法:在垂直轴下方使用斜板,水平移动,在小焦点处寻找激光束。
3.发现蓝色火花:取下机器上的喷嘴部件、吹风部件、不锈钢板,从顶部向上移动激光头,直到找到蓝色火花作为焦点。
目前,许多制造商的机器具有自动对焦功能。自动对焦功能可显著提高激光切割机的效率,大大缩短在厚板上打孔的时间;本机可根据不同的材料和厚度自动调整找到焦点位置。
有多少种更精细的激光机?他们之间有什么区别?
目前用于加工制造的激光切割机主要有CO2激光器、YAG激光器、光纤激光器等,其中高功率CO2激光器和YAG激光器更多用于高精度、保密加工。光纤基质光纤激光器在降低阈值、减小振荡波长范围和波长可调谐性方面具有明显的优势,已成为激光工业中的一项新兴技术。
光纤激光切割机可以切割的厚度是多少?
目前,激光切割机的切割厚度小于25mm。与其他切割方法相比,激光切割机在切割小于20mm的材料时具有明显的优势,且要求精度高。
激光切割机的应用范围是什么?
激光切割机具有速度快、宽度窄、切割质量好、热影响面积小、加工灵活性好等优点。因此,广泛应用于汽车制造、厨房行业、钣金加工、广告行业、机械制造、橱柜加工、电梯制造、健身器材等行业。
对于光纤激光切割机初入行的新手,遇到切割质量不佳时都会犯难,面对众多的参数不知该如何调整。下面简单介绍下会遇到的问题及解决方法。
影响切割质量的参数有:切割高度、割嘴型号、焦点位置、切割功率、切割频率、切割占空比、切割气压及切割速度。硬件条件有:保护镜片、气体纯度、板材质量、聚集镜及准直镜。
光纤激光切割机遇切割质量不佳时建议先进行一般性检查,一般性检查主要检查内容及顺序是:
1.切割高度(建议实际切割高度在0.8~1.2mm之间),如实际切割高度不准,则需要进行标定。
2.割嘴检查割嘴型号及大小是否用错,如果是正确的检查割嘴是否有损坏,圆度是否正常。
3.光心建议用直径1.0的割嘴进行光心检查,检查光心时焦点 在-1~1之间。这样打出来的光点小易于观察。
4.保护镜片检查保护镜片是否干净,要求无水无油无渣点。有时会因为天气或铺助气太冷等原因导致保护镜片结雾。
5.焦点检查焦点是否设定正确。如果是自动调焦切割头一定要用手机APP查看焦点是否正确。
6.修改切割参数
以上五项都检查且都没有问题后,再根据光纤激光切割机切割现象针对性的修改参数。
如何根据现象调整参数呢,以下简单介绍切割不锈钢和碳钢时会遇到的状态及解决方法。
例如不锈钢挂渣,挂渣类型有多种。如只拐角挂渣可先考虑拐角倒圆,参数方面可以降低焦点、加大气压等。
如整体挂硬渣,需要降低焦点、加大气压、加大割嘴,但焦点过低或气压过大会导致断面分层和面粗糙。如果整体挂颗粒状的软渣,可适当增加切割速度或降低切割功率。
光纤激光切割机切割不锈钢还可能会遇到:切割快结束的一面挂渣,可以检查是否气源供气不足气体流量跟不上。
光纤激光切割机切割碳钢一般会遇到:薄板断面不够光亮、厚板断面粗糙等问题。
一般而言1000W激光器可以把不超过4mm碳钢切的光亮,2000W是6mm、3000W是8mm。
想要把断面切的光亮首先得板材好表面无锈无漆无氧化皮,其次氧气纯度得高至少99.5%以上,在切割上需要注意的有:用小割嘴双层1.0或1.2、切割速度得快需要超过2m/min、切割气压不宜过大。
想要光纤激光切割机厚板切割断面质量好,首先得保证板材和气体纯度其次就是割嘴的选用,孔径越大断面质量会越好,但同时断面锥度会更大。
