


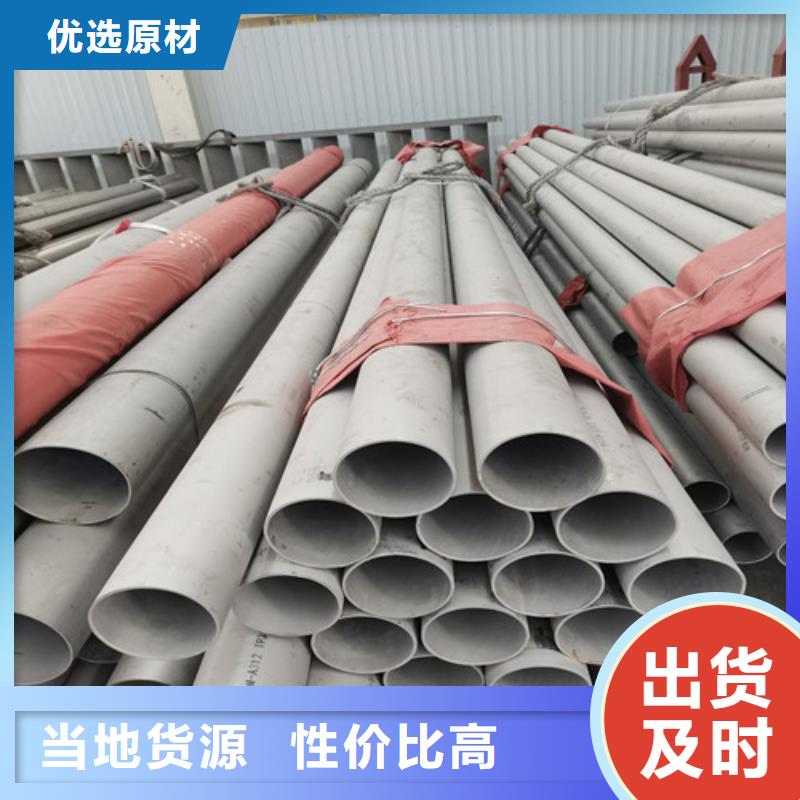

简约设计,不简单内涵。观看我们的0.4-3mm不锈钢冷轧板切割打孔产品视频,用少的话语传达真实的产品价值。
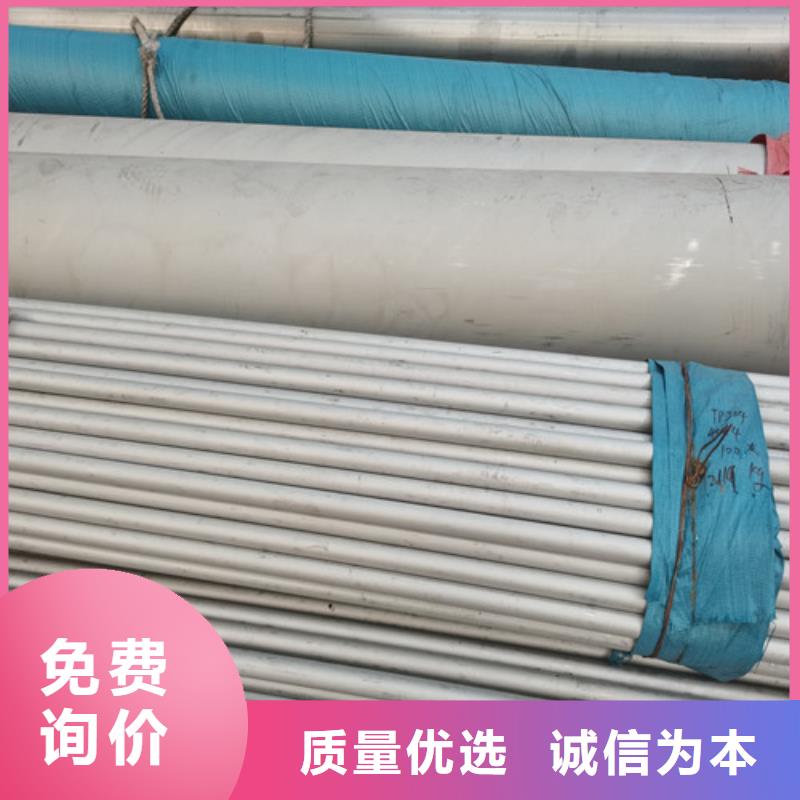
以下是:0.4-3mm不锈钢冷轧板切割打孔的图文介绍

德州福伟达管业有限公司还拥有一支经验丰富的 不锈钢板厂家队伍,可以为您生产、承做质量合格的 不锈钢板厂家,我司以过去成功的经验和不断进步的 不锈钢板厂家技术,以保障产品的成功应用,用较小的代价获得理想的效果。我司在行业内拥有多年经验,通过持续稳定的技术和完善的服务,在多个行业得到了客户的对 不锈钢板厂家效果以及贴心服务的一致好评。我司坚持使其去适应客户及终端用户不断变化的求,并不断拓宽关键词]应用范围。


不锈钢管耐腐蚀原因 所有金属都和大气中的氧气进行反应,在表面形成氧化膜。不幸的是,在普通碳钢上形成的氧化铁继续进行氧化,使锈蚀不断扩大,终形成孔洞。可以利用油漆或耐氧化的金属(例如,锌,镍和铬)进行电镀来保证碳钢表面,但是,正如人们所知道的那样,这种保护仅是一种薄膜。如果保护层被破坏,下面的钢便开始锈蚀。 不锈钢管的耐腐蚀性取决于铬,但是因为铬是钢的组成部分之一,所以保护方法不尽相同。 在铬的添加量达到10.5%时,钢的耐大气腐蚀性能显著增加,但铬含量更高时,尽管仍可提高耐腐蚀性,但不明显。原因是用铬对钢进行合金化处理时,把表面氧化物的类型改变成了类似于纯铬金属上形成的表面氧化物。这种紧密粘附的富铬氧化物保护表面,防止进一步地氧化。这种氧化层极薄,透过它可以看到钢表面的自然光泽,使不锈钢管具有独特的表面。而且,如果损坏了表层,所暴露出的钢表面会和大气反应进行自我修理,重新形成这种"钝化膜",继续起保护作用。 因此,所有的不锈钢管都具有一种共同的特性,即铬含量均在10.5%以上。 和建筑构造应用领域有关的钢种通常只有六种。它们都含有17~22%的铬,较好的钢种还含有镍。添加钼可进一步改善大气腐蚀性,特别是耐含氯化物大气的腐蚀。



不锈钢管与管板连接头的连接是换热器制造的关键工序,有强度胀接、强度焊和胀焊结合三种连接方法,但经常采用不锈钢管与管板胀焊结合的连接方法。是先焊后胀还是先胀后焊,至今仍有争论。 1、先焊后胀工艺的优点及应用 换热器制造厂历来多采用先焊后胀工艺,而较少采用先胀后焊工艺。究其原因是与使用机械胀接法作为主要的胀管手段密切相关。因为在机械胀管过程中,存在着摩擦并产生大量的热必需用机油来润滑和冷却,油液渗浸进入胀接接头的缝隙,要彻底干净十分困难。夹缝中油水等杂物的存在,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中。另一方面胀管区又往往堵塞了排气通道,增加了焊缝中生成气孔的可能性。采用先焊后胀工艺则可以避免上述不利因素,特别是对于钛材和某些有色金属,要求焊接的基本条件十分严格,不允许油水和铁离子污染,选择先焊后胀工艺更易保证焊缝质量。 2、先焊后胀工艺的缺点分析 ①机械胀接法存在着固有的缺点,各管之间长度不一,连接强度和紧密性不均;胀管接口的内表面产生硬化现象,给重复补胀带来困难;管与管板材料的胀接的相容性有一定的限制,如:钛管与碳钢的胀接、铝管与碳钢的胀接等均受到了限制;劳动生产率低,而且小管径或厚壁管的胀接较困难等。②管口环形焊道不均匀,由于不锈钢管与管板之间存在着0.2~0.5mm的装配间隙,而且总是偏心配置,加上不锈钢管与管板孔的加工偏差,造成每一个管口的环形焊道不均匀。对于薄壁管很容易焊穿。③存在一段长15mm的非胀管区,GB151-99规定胀管区与焊缝的距离为15mm,目的是为了避开胀管力对焊缝的破坏。此非胀管区内存留着气体,当换热器受热后其体积膨胀,产生强大的压力,可能对焊缝或胀接造成破坏。另外为了充分利用管板的设计厚度,管板厚度内的胀管区总是越长越好。长15mm的非胀管区,对于厚管板而言,消极效果不明显,但对于薄管板,则不可小视。④不锈钢管伸长损伤焊缝,机械胀管使管壁减薄,不锈钢管伸长,对焊缝损伤。⑤焊接时在管口处形成焊瘤,管口收缩和变形给以后的胀管作业带来困难。为了使管接头顺畅地进入管孔中,则有必要对管口焊接提出较高的要求。


