





数控等离子切割机出现切割不均有很多原因。当切割不同的金属板和不同厚度的材料时,不同的切割电源和割炬具有不同的技术参数。在切割工作中,应参考设备,工件,选择合适的切割速度标准,下面我们就一起来了解一下数控等离子切割机参数设置问题。一:当数控等离子切割机分多种切割辅助气体时,不同切割气体的切割速度是不一样的。以空气等离子弧切割为例,切割碳钢时,切割电流为230A。作为标准,6mm厚的碳钢板的切割速度可以达到3300mm/min,当厚度调整到40mm时,切割速度限制在500mm/min,以确保切割效果和质量。如果切换到其他辅助切割气体,例如用纯氧切割,切割速度会降低更多。在230A的相同切割电流下,虽然纯氧等离子切割可以提高到3700mm/min,对于6mm厚的碳钢板,但对于40mm碳钢板,切割速度仅为350mm/min。二:影响等离子切割质量的因素很多,如空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等等离子弧切割技术参数,都会直接影响数控等离子切割机切割的稳定性过程,切割质量和功能。一般来说,空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等因素直接影响等离子弧的紧固效果,即影响等离子体的温度和能量密度电弧和等离子弧高温和高能决定了切割速度,因此可以说许多上述因素基本上与切割速度有关。作为数控切割装置,应尽可能提高切割速度,同时确保切割质量。这不仅提高了生产率,而且还减少了切割部分的变形量和开槽区域的热影响区域。如果切割速度不合适,其效果相反,添加粘贴残留物,降低切割质量,并设置数控切割机上方的小细节。
数控等离子切割机的加工质量对于企业生产具有十分重要的意义,在目前等离子切割所应用的多个领域中,对于精度及坡口斜度的改进将为企业的二次加工带来显著效益,今天,我们专门找来影响等离子切割质量的五项重要因素,为方便用户深入了解这五大参量对于数控等离子切割机加工质量的改进与实际操作,下面我们将分别予以介绍。一、数控等离子切割机工作气体数控等离子切割机工作气体与流量是影响切割质量效果的一项主要参数,目前所普遍采用空气等离子切割只为众多工作气体中的一类,概因使用成本相对较低而得到广泛普及,但从加工效果来说的确有所欠缺,我们所指的数控等离子切割机工作气体包括切割气体和协助气体,有些设备还要求起弧气体,通常要根据切割材料的种类,厚度和切割方法来选择合适的工作气体。切割气体既要保证等离子射流的形成,又要保证去掉切口中的熔融金属和氧化物。过大的气体流量会带走更多的电弧热量,使得射流的长度变短,导致切割能力下降和电弧不稳;过小的气体流量则使等离子弧失去应有的挺直度而使切割的深变浅,同时也容易产生挂渣;所以气体流量一定要与切割电流和速度很好的配合。现在的等离子弧切割机大多靠气体压力来控制流量,因为当割炬孔径一定时,控制了气体压力也就控制了流量。切割一定板厚材料所使用的气体压力通常要按照客户提供的数据选择,若有其它的特殊应用时,气体压力需要通过实际切割试验来确定。常用的工作气体有:氩气、氮气、氧气、空气以及H35、氩-氮混合气体等。1.空气中含有体积分数约78%的氮气,所以利用空气切割所形成的挂渣情况与用氮气切割时很想像;空气中还含有体积分数约21%的氧气,因为氧的存在,用空气的切割低碳钢材料的速度也很高;同时空气也是很经济的工作气体。但单独使用空气切割时,会有挂渣以及切口氧化、增氮等问题,而且电极和喷嘴的寿命较低也会影响工作效率和切割成本。2.氧气可以提高切割低碳钢材料的速度。使用氧气进行切割时,切割模式与火焰切割很想像,高温高能的等离子弧使得切割速度更快,但是必须配合使用抗高温氧化的电极,同时对电极进行起弧时的防冲击保护,以延长电极的寿命。3.氢气通常是作为协助气体与其它气体混和作用,气体H35(氢气的体积分数为35%,其余为氩气)是等离子弧切割能力好的气体之一,这主要得利于氢气。由于氢气能显著提高电弧电压,使氢等离子射流有很高的焓值,当与氩气混合使用时,其等离子射流的切割能力大大提高。一般对厚度70mm以上的金属材料,常用氩+氢作为切割气体。若使用水射流对氩+氢气等离子弧进一步压缩,还可获得更高的切割效率。4.氮气是一种常用的工作气体,在有较高电源电压的条件下,氮气等离子弧有较好的稳定性和比氩气更高的射流能力,即使是切割液态金属粘度大的材料如不锈钢和镍基合金时,切口下缘的挂渣量也很少。氮气可以单独使用,也可以同其它气体混和使用,如自动化切割时经常使用氮气或空气作为工作气体,这两种气体已经成为高速切割碳素钢的标准气体。有时氮气还被用作氧等离子弧切割时的起弧气体。5.氩气在高温时几乎不与任何金属发生反应,氩气等离子弧很稳定。而且所使用的喷嘴与电极有较高的使用寿命。但氩气等离子弧的电压较低,焓值不高,切割能力有限,与空气切割相比其切割的厚度大约会降低25%。另外,在氩气保护环境中,熔化金属的表面张力较大,要比在氮气环境下高出约30%,所以会有较多的挂渣问题。即使使用氩和其它气体的混合气切割也会有粘渣倾向。因此,现已很少单独使用纯氩气进行等离子切割。
随着钢结构及数控切割下料的快速发展,钢结构厂以及钢板数控下料对数控等离子切割机0的需求量也在逐年增加。而现在大多数控等离子切割机0厂家都是中小型规模,成本技术也是趋于逐渐成熟的阶段,数控等离子切割机0的产品质量也参差不齐。所以在选择数控等离子切割机0厂家时一定要注意以下几点,因为毕竟不是买一件小东西,所以在买设备的时候一定要慎之又慎。
首先要多考察几家数控等离子切割机0厂家,全方面来考察该数控等离子切割机0厂家的实力、信誉、规模等等......
再者就是能去该数控等离子切割机0厂家的公司生产厂房参观一下,就该公司的产品质量,生产工艺,以及技术水平的生产成熟度。
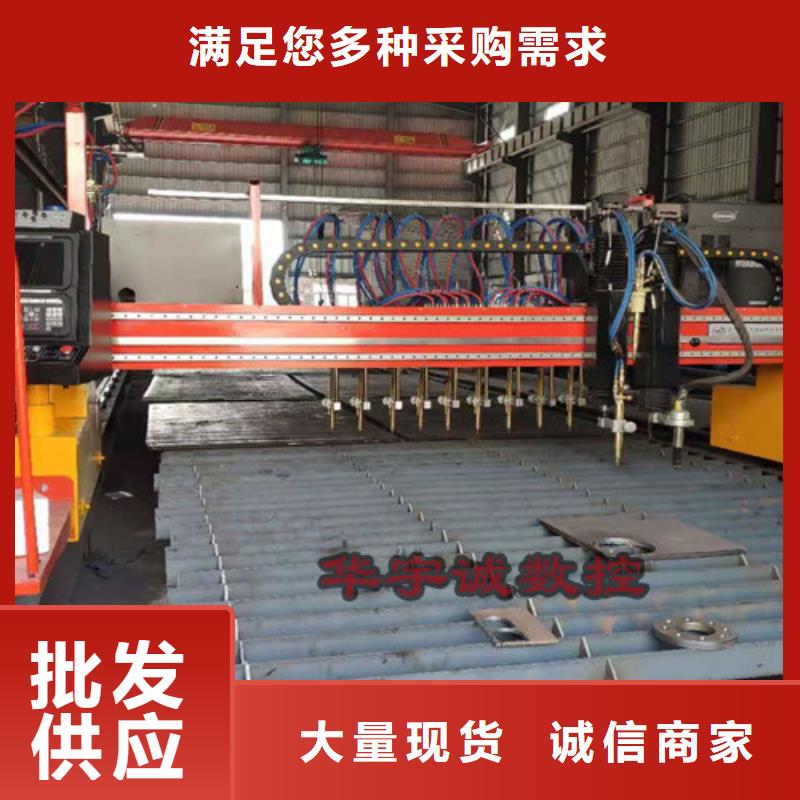
布洛尔数控等离子切割机0厂家
如果可能的话,让数控等离子切割机0厂家带客户参观他们给客户做的生产现场,因为用户现场说话才是有权威,有说服力的。
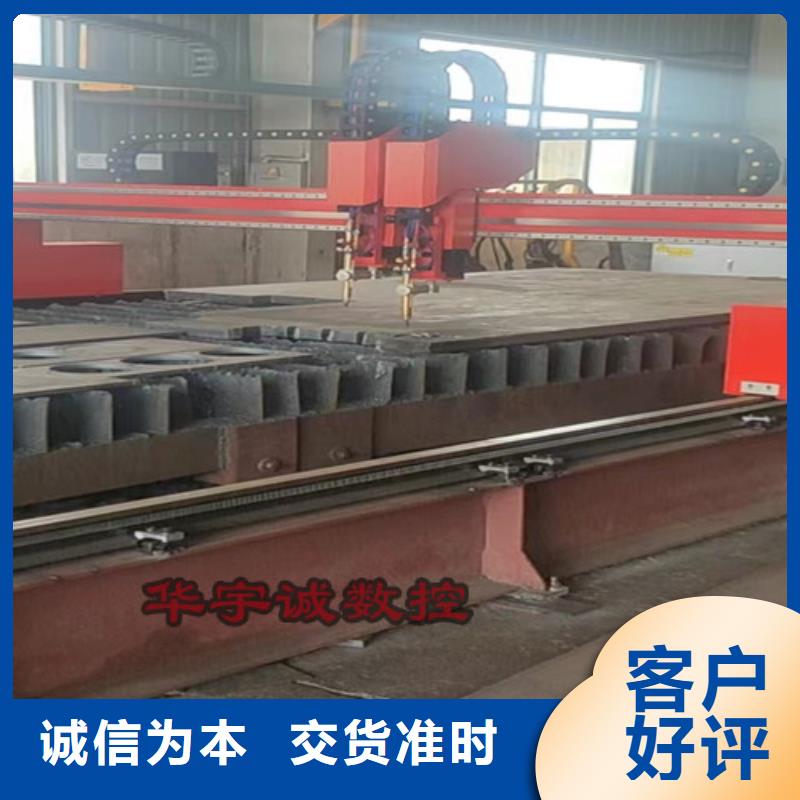
使用布洛尔数控等离子切割机0用户现场
后就是根据客户自己的现场情况以及规划的产量来选择合适的设备,以及假如设备在运行期间如果出现故障应怎么样解决,都应该和厂家有一个明确的售后方案。
布洛尔售后服务团队
在和数控等离子切割机0厂家签订购货合同时,应仔细阅读订货合同,如发现有疏漏之处应及时补充,以免在签完合同之后发生不必要的经济纠纷。
数控等离子切割机0厂家在给客户提供现场安装服务,公司将派技术服务人员进行现场指导安装、调试工作,直到设备正常运转,并提供相应的技术培训服务。
这里要说明,就是在选择设备时应特别注意,确定好哪些是有实体的公司哪些是没有实体的公司,这样才能使客户在购买设备时少走弯路,避免一些不必要的经济损失。
数控等离子切割机0该如何选择,哪家质量好
对于数控等离子切割机0而言,好的品牌质量才能真正提高生产加工质量。数控等离子切割机0同一般半自动切割相比,其数控切割设备拥有众多特优势,如高能效、维护成本低、更加便捷的方案。在选取综合的台式数控切割解决方案前,考虑安全事项以及培训事宜、普通切割材料的类型和厚度,以及要求的切割质量很重要。
1.设备的制造工艺,
从外观可以看出一台设备的制造工艺水平,无论从钣金件还是选用零配件的质量还是外观形状,都能反映出一个厂家对产品质量的严格要求,选择外观做工细致,零部件质量可靠的厂家,在设备的稳定性能及质量上有所;
2.完善的售后服务体系,
任何一种工业设备,都不可能不用维护,所以完善的售后服务有助于设备的正常运行和客户的正常生产,效率和经济效益。
3.顾客还要根据自身加工场所的不同,
以及所要切割的板材的尺寸大小来选购。如果是一般的的中小企业板材加工,可以考虑便携式数控切割机和悬臂式数控切割机,此类机型结构轻巧,并且成本较为低廉。在厚度不大的切割领域,特别是一些钣金和广告行业,就可以利用数控等离子切割机0的。对于一些异型切割,由于是特殊切割,可以考虑用数控相贯线切割机。比较大的板材,由于切割跨度大,小型的切割机很难适应,或者操作起来难度很大,一般情况下,就要用到龙门式数控切割机,此类设备用户可以根据自身的加工条件向生厂家定做。
