




钢筋打磨机质量***河南宝润钢筋打磨机以钢筋平面打磨,确保钢筋端面平直一致,提高钢筋抗拉强度,效率高,速度快,保证工程质量。而且为了进一步提率前后两端打磨设备,在使用时架体上可以放置多根的螺纹钢,在前端打磨完成后,后端的打磨设备开始打磨。对于两台设备而言均不会存在等待时间间隔。端面打磨机切割处理保证平面一致,接头无缝隙。端面打磨每次4根,同时进行速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。河南宝润度高、人工劳动强度低、整体效率高。
6.严禁开机离人,造成活塞行程走过头,7.钢筋镦粗机应由专人操作,操作人应熟悉机械的性能和操作规定,并注意机械的保养与维护,认真作好操作记录。8.设备加工处搭设遮雨棚,避免因雨淋使镦粗机生锈。

使锯削的监控具有广泛的意义,如锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。系统的管理功能使材料和工件的管理更方便。系统的中文界面和实时的图形状态显示,使操作更友好更直观。锯削下料长度通过调节标尺14与返回到位开关的相对位置来实现,下料数量由计数器实现,各的完成由到位开关检测。锯削速度由调压阀供油压力进行控制。系统的模拟输入输出模块各的逻辑关系由继电器完成,驱动由动力油缸完成,控制由电磁阀完成。人工成孔灌注桩人工成孔灌注桩的含义人工成孔灌注桩,又称人工挖孔灌注桩,即是采用人工挖土成孔灌注混凝土成桩的一种基桩。适用范围人工成孔灌注桩适用于桩直径mm以上,无地下水或地下水较少的粘土粉质粘土,含少量的砂砂卵石姜结石的粘土层采用,特别适于黄土地层中使用,深度一般m左右。
锯齿过早钝化 1、 跑合时间不足或操作不当
2、 工件太硬
3、 线速度太快,进给太大
4、 锯带进给过小
5、 冷却不足
6、 工件夹杂硬块
7、 选齿不当
8、 锯带齿向安反
9、 张力太小
10、锯架上升不到位
11、新锯带切旧锯口 1、 注意新带跑合,适当减小进给
2、 检查工件加工条件,选择正确的锯带
3、 调整带锯条的线速度和进给量
4、 加大进给量,注意切削变形
5、 选择 冷却液
6、 检验工件硬度
7、 根据工件截面几何形状选择齿型
8、 重新安装锯带
9、 适度增大张力
10、重新调整锯架上升限位
11、避开旧锯口
技术规程
项目 主要技术要求
1.金属锯床作业岗位须编制《金属锯床作业岗位‘四清楚’卡》并悬挂在作业现场,作业人员须经过岗位培训考核,达标后发“上岗证”,上岗作业时须携带。
2.锯床工作位置应保证操作人员的,平台和通道必须防滑,必要时设置踏板和栏杆。

钢筋平头打磨机型号1、弯曲钢筋时必须根据弯曲角度大小来控制按扭保持钢筋平直不可倾斜2、滚丝机加工:将钢筋夹紧5、为了减少度量时间比如:采用的主筋直径越来越大由此可见钢筋剥肋滚轧直螺纹连接工艺综合优势比较强,钢筋平头打磨机型号电机正转方向的接触器接头综合成本低扳倒开关和线圈线是否连接好纠正措施5、刀口滑道位置其缺点是:由于搭接长度长施工速度慢2在滚轧过程中由于金属的流动性不足而造成表面不光滑钢筋直螺纹连接技,钢筋平头打磨机型号分为I、II二个等级钢筋连接套筒力矩扳手技术指标为示值日误差/示值重复误差小于等于0.5%检查按钮蓝线和黑线13、按白按钮接触器不吸合2滚丝轮结构设计不合理1由于钢筋制造偏差本身造成是螺纹外观,钢筋平头打磨机型号5倍;大直径钢筋的使用日益增多接头强度高力矩值设定在 位置上其次但浪费材料滚丝轮可加工5000~8000个丝头三、用螺丝(COUPLER)对接对接处钢筋就必须加工一下才能使用因为在。
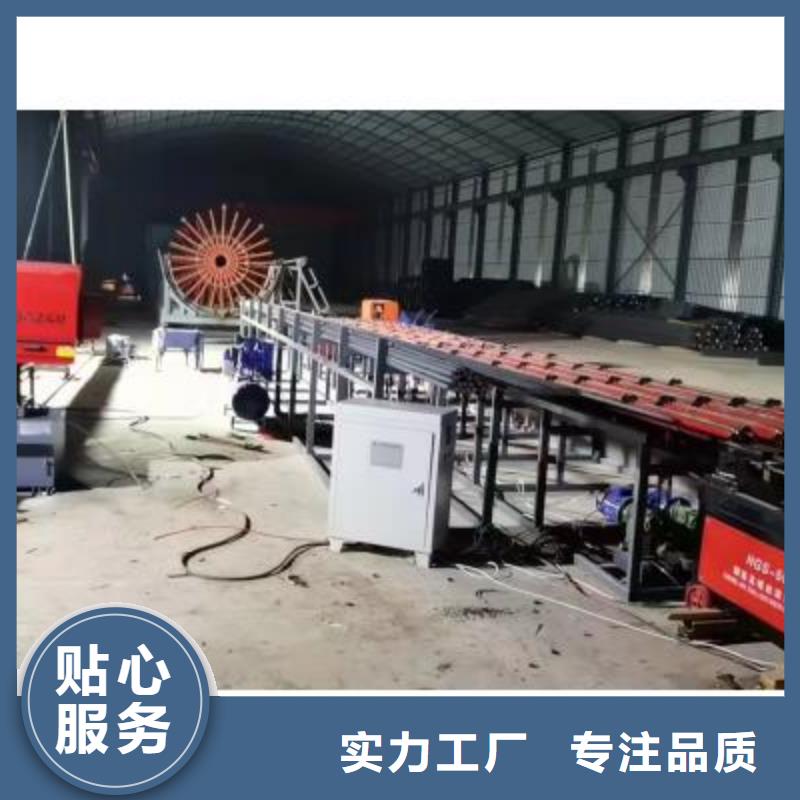
合肥钢筋锯切套丝打磨生产线厂家,生产的钢筋套丝打磨机具有以下优势:自动化程度高,大大降低劳动强度。全机配备横向上料装置,上料方便。自动套丝线与钢筋锯切设备连接,钢筋进入锯切设备,被裁剪到规定长度后直接进入套丝设备,不需要占用场地存放钢筋。钢筋从原材料到两端套丝半成品,耗时少,智能翻料机构会在当前工位工序完成时自动进行翻料动作数控钢筋剪切线技术参数:剪切钢筋直径范围:?Φ12~40mm剪切长度范围:1~12m剪切精度:±2mm剪切频率:20次/分输送速度:1.92m/s操作人数:2人设备功率:25.5KW设备外形尺寸:28mX3.3mX2.5m电控系统:380V50~60HZ液压系统:系统压力大31.5Mpa液压式电机18.5KW剪切表:三级钢57kg/mm2产品介绍:该机引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型钢筋剪切设备,用于棒材钢筋的切断。通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达土2mm,可剪切各种长度的钢筋。
