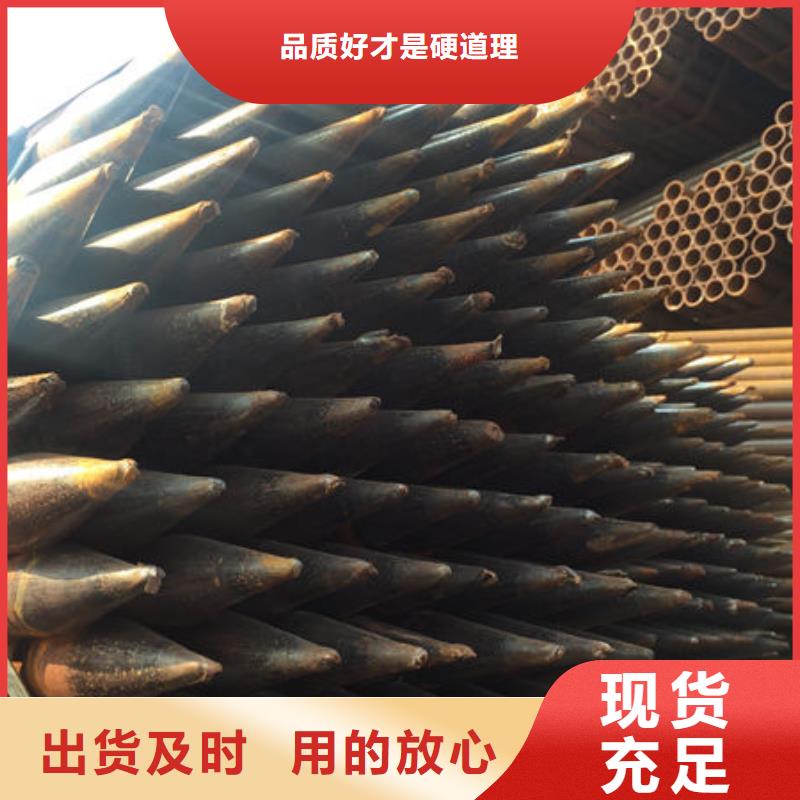

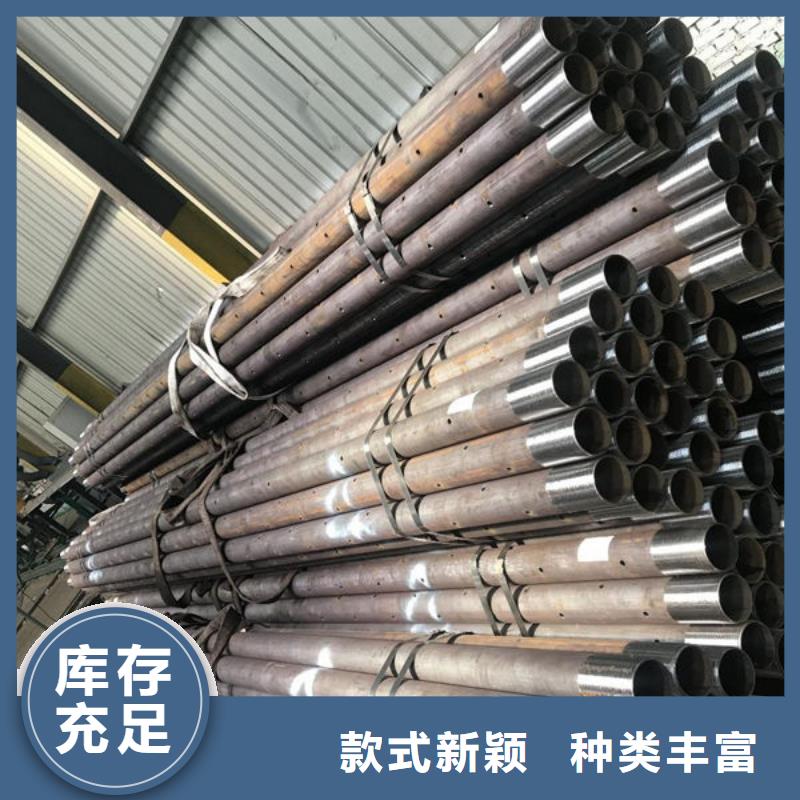


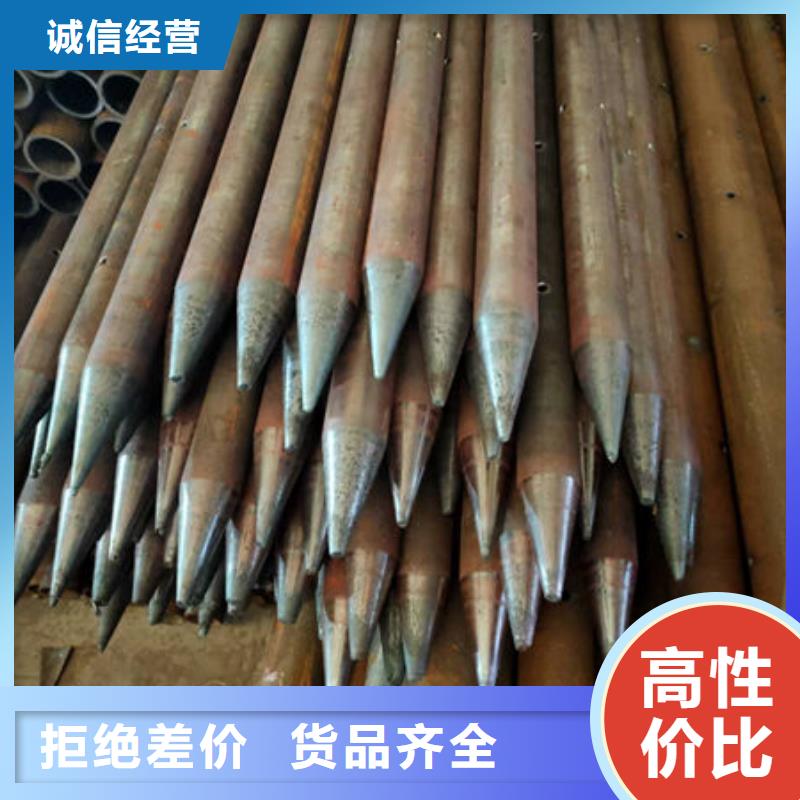





黑龙江钢花管常规规格:42mm、48mm、50mm、60mm、89mm、108mm。可根据特殊要求加工定制。钢花管施工工艺;a侧放桩位,用钻机进行钻孔,并清孔;b将钢花管杆体打入孔中,通过压降接头把水泥浆压入钢花管;c直至出现压力急剧上升而灌满岩孔,迅速堵浆土封口。黑龙江声测管
对于岩体较软弱破碎,节理裂隙发育的岩层较为适宜,施工及锚固效果较好。
钢花管,主要用于自稳时间段的软弱破碎带,浅埋段,洞口偏压段、砂层段、砂卵石段、断层破碎带等地段的预支护。通过注浆技术泥沙浆液渗透透进岩层的岩土体中,能有效改善岩土体的物理力学性能,提高岩层自身的抗滑能力。注浆后钢管留在岩层中,提供一定的锚固和阻滑作用,提高了岩层的安全稳定系数。
基于以上情况,我们通过相应的理论计算和大量的工程实践,高强双密封液压声测管。
高强双密封液压声测管在承口端端部设计了两个凸槽,凸槽内配有密封圈,安装时将黑龙江声测管的插口端插入承口端10cm,然后用专用液压钳同时对两个凸槽进行挤压,被挤压部位的管材受力后收缩变形,两个凸槽之间的外层管材深陷入内层管材,从而有效实现了声测管的可靠连接;同时橡胶材质的密封圈在受挤压后变形贴服在两层管材之间,起到了极为良好的双保险密封作用。
高强双密封液压声测管的优点主要是充分考虑到声测管在使用中所涉及的各种要素,从各方面达到国内乃至世界领先的性能。
黑龙江焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
产品特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。黑龙江焊管
