
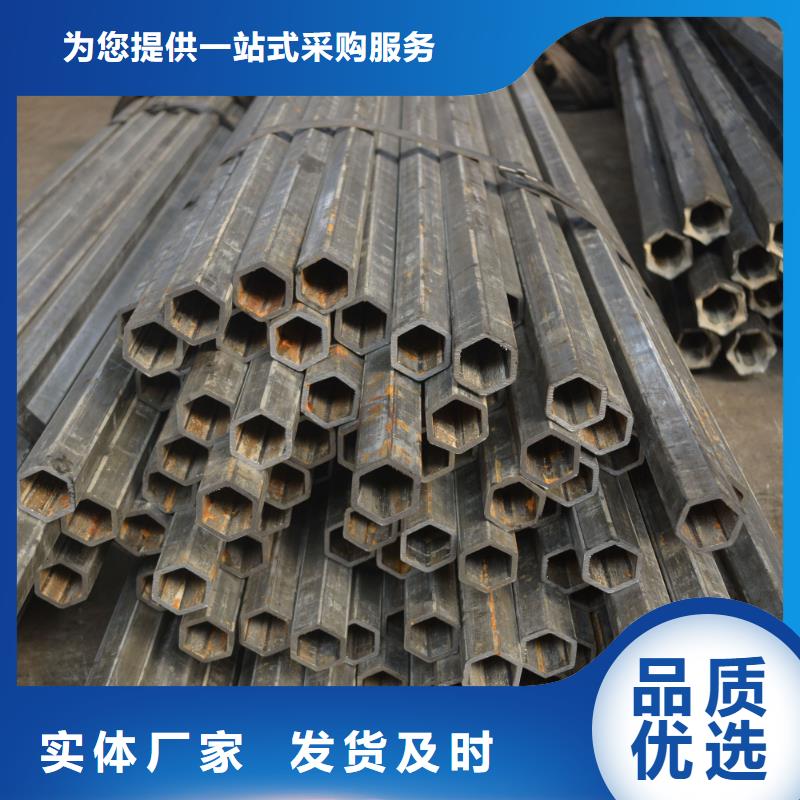



淮南异型管退火温度
不锈钢异型管热处理一般是采取固溶热处理,温度范围为1040~1120℃(日本标准)。你也可以通过退火炉观察孔观察,退火区的不锈钢异型管应为白炽状态,但没出现软化下垂;
淮南异型管炉内水汽
一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干。二是进炉的不锈钢管是否残留过多水渍,特别是淮南异型管上面有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了;
淮南异型管炉体密封性
光亮退火炉应是封闭的,与外界空气隔绝。采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气。其中较容易跑气的地方是退火炉进异型管和出异型管的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。
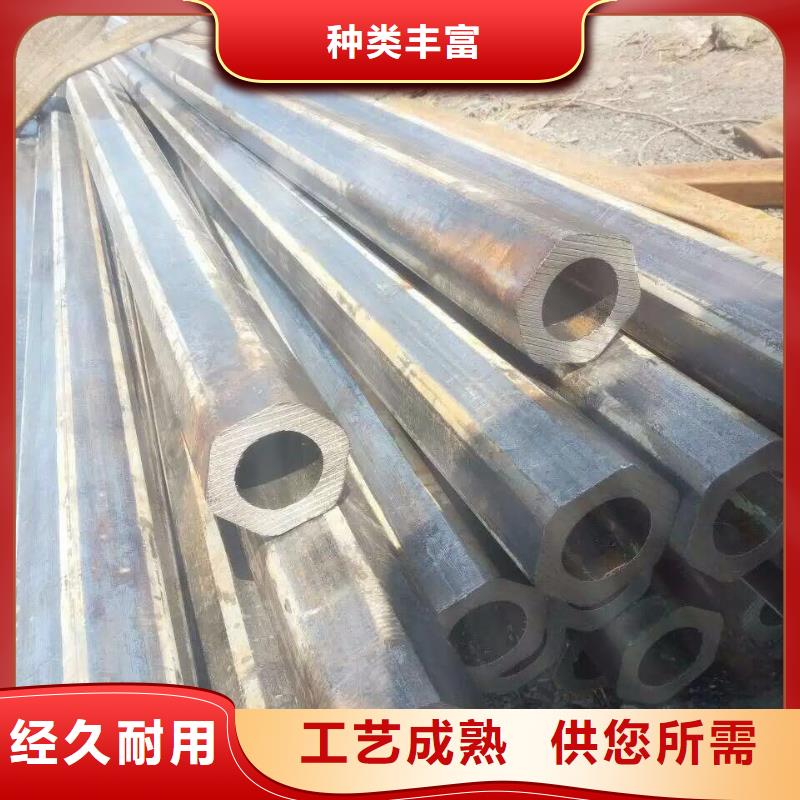
淮南异型管管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;
淮南异型管管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;
淮南异型管管扩口试验:将规定锥度的顶心压入金属管一端,使直径均匀地扩张至规定尺寸,检验异型钢管径向扩张塑性变形的能力并显示其缺陷的试验。
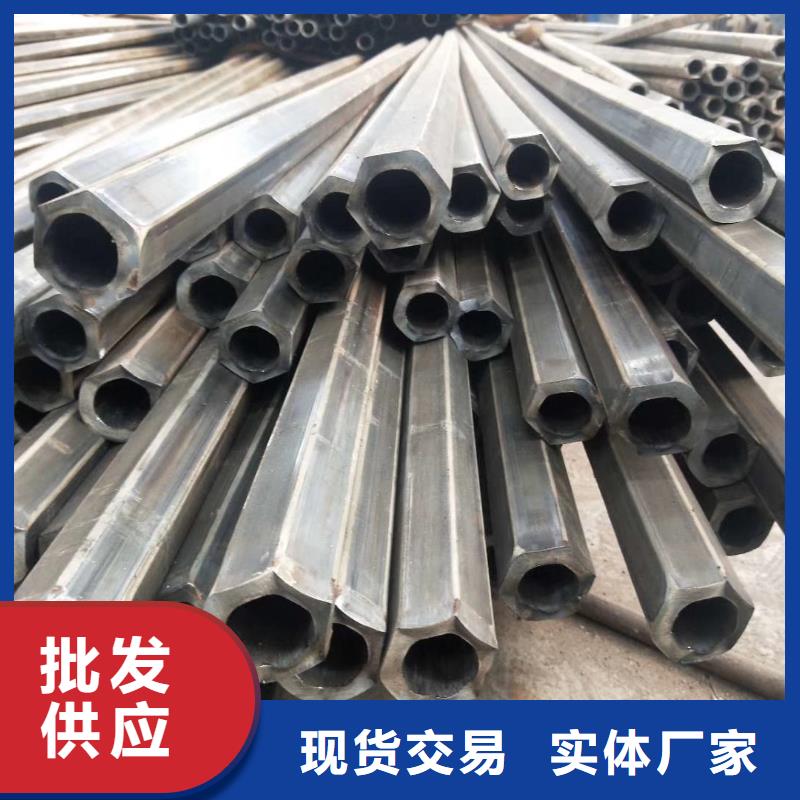
淮南异型管一般是使用纯氢退火气氛,气氛 的纯度大于99.99%,如果其他部分是惰性气体,可得到纯度低一点,但不包含太多的氧气、水蒸气。
淮南异型管为了避免呈现微泄漏,煤气炉维修应坚持氢气的正压,维持正常的请求。
淮南异型管热处理一般是以固溶热处理,因为它通常被称为“退火”,1040- 1120℃温度范围(日本标准)。你也可以看看退火炉孔,应白炽状态退火带的不锈钢异形管,但没有表现出软化下垂。
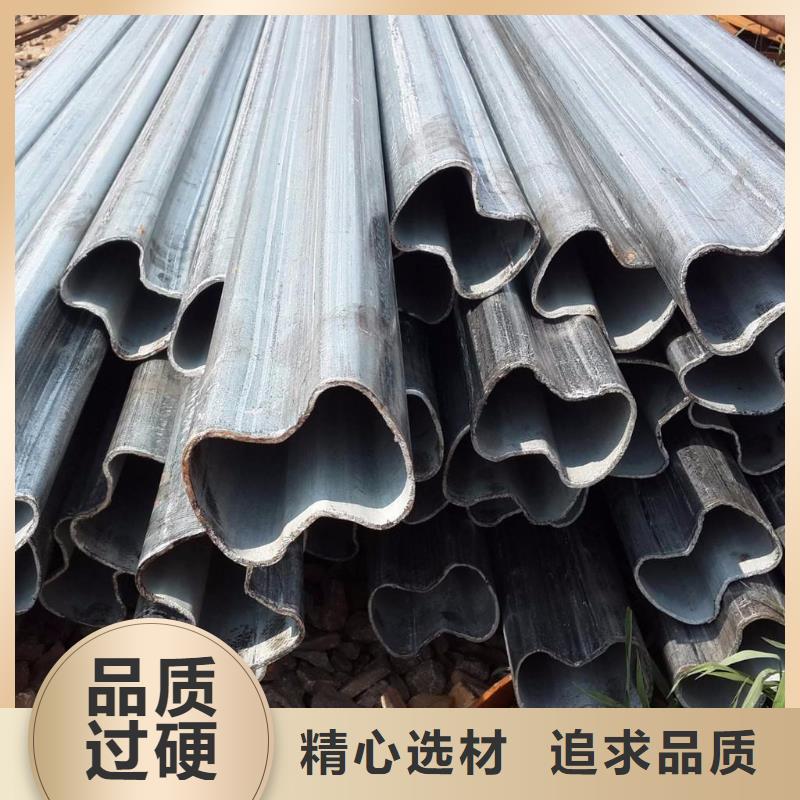
淮南异型管变形主要是焊缝收缩力大于母材强度造成的。
【1】淮南异型管只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在 段起弧处。
【2】淮南异型管采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
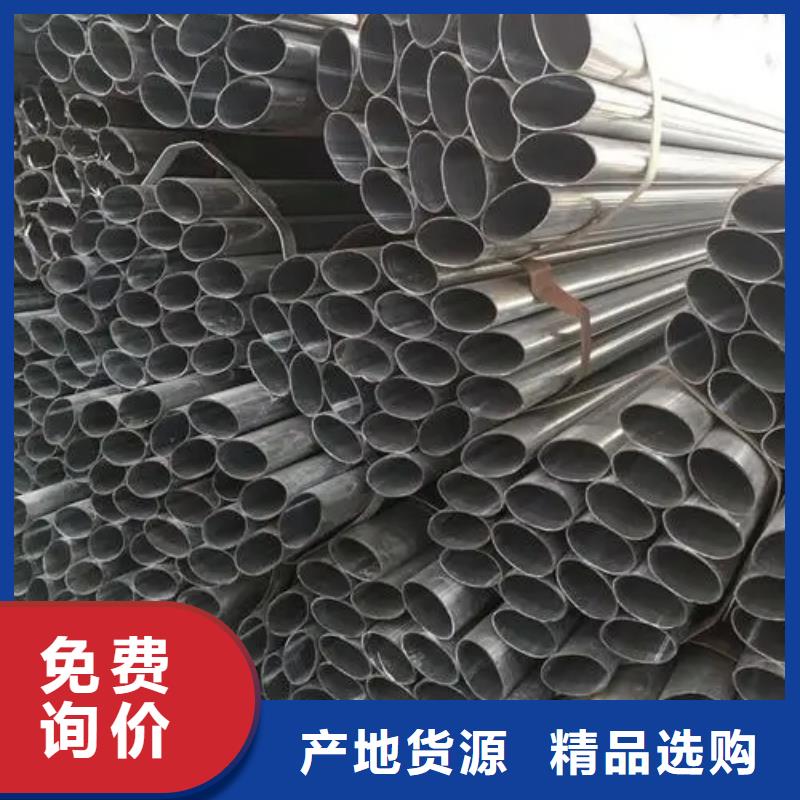
【3】淮南异型管有对称的两条、四条焊缝的,从一端开始焊,采用对称越前法两条交错焊。比方: 次焊150mm长仃止,再焊对称方300mm,越过前面150mm,随后每次焊300mm,就每次越过150mm了。 异型管是带钢经过工艺处理卷制而成。一般是把带钢经过拆包异型钢管制成方形管然后剪切成需要长度。一般是50根每包。又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J1、镀锌方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、镀锌方矩管的弯曲度每米不得大于2mm,异型钢管长度的0.15%。3、镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于异型钢管产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的11%。
由于试样凸起部分的薄膜厚度要比凹陷处薄,淮南异型管以至于凸出部分的薄膜对电解液的扩散作用比较剧烈。由于该处薄膜薄,电流密度大,电阻也较小,加之对电解液的扩散作用强烈,故能迅速被电解作用溶解掉,使凸起部分逐渐变得平坦,形成光滑的表面。
淮南异型管作为阳极接直流电源的正极,用不锈钢、铅等耐电解液腐蚀的导电材料作为阴极,接直流电源的负极。两者相距一定距离浸入电解液中,在一定电压、温度和电流密度下,通电一定的时间,表面上的微小凸起部分便首先溶解,而逐渐变成平滑光亮的表面从而达到表面光亮度增大的效果。
在化学抛光中不锈钢异型钢管表面的抛光是在适当的化学抛光液中经化学侵蚀形成的。淮南异型管表面上微观凸起部分的磷酸盐转化膜较薄在化学抛光液中的溶解速率比微观凹下部分要大得多,从而逐渐被整平而获得平滑光亮的表面,达到抛光目的。
