



随着我国改革开放政策的实施,国民经济获得快速增长,城镇住宅、公共建筑和旅游设施大量兴建,对热水供应和生活用水供给提出了新的要求。特别是水质问题,人们越来越重视,要求也不断提高。
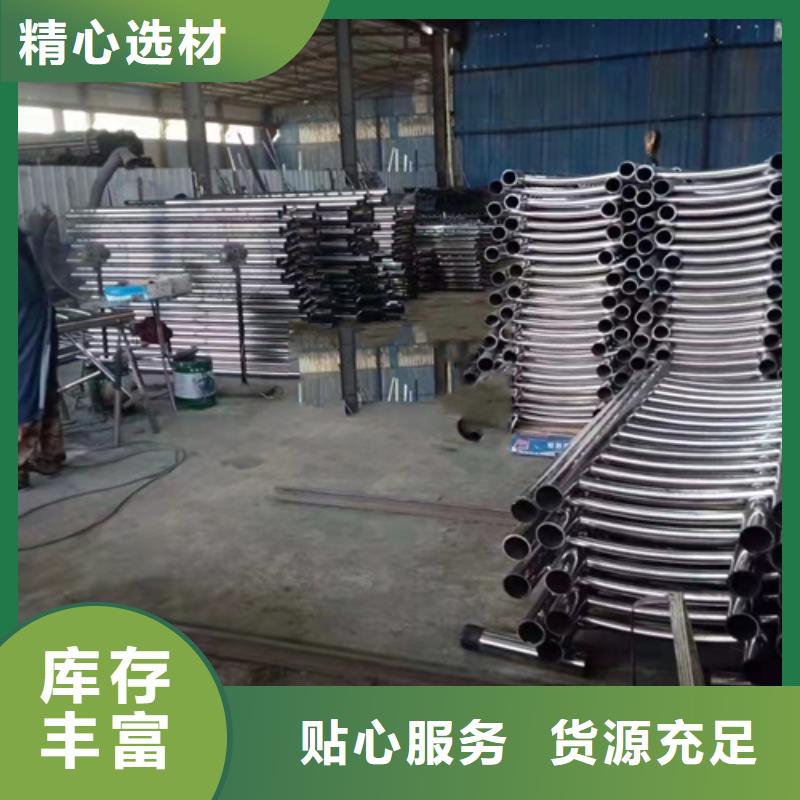
不锈钢复合管可靠、卫生环保、经济适用,管道的薄壁化以及新型可靠、简单方便的连接方法的开发成功,使其具有更多其他管材不可替代的优点,工程中的应用会越来越多,使用会越来越普及,前景看好。
在建筑给水管系中,由于镀锌钢管已经结束了百年辉煌的历史,各种新型塑料管及复合管得到迅速发展,但各种管材还不同程度地存在着一些不足,远不能完全适应供水管系的需要和 对饮用水及有关水品质的要求。因此,有关专家预言:建筑给水管材终将恢复到金属管的时代。根据国外的应用经验,在金属管中认定薄壁不锈钢复合管为综合性能 的管材之一。
薄壁不锈钢复合管,国内于20世纪90年代末才开始生产、使用,是当今管材领域崭露头角的新生族,已大量应用于建筑给水和直饮水的管路。
薄壁不锈钢复合管经久耐用,已被工程界公认,而且有关方面正在从减小壁厚、降低价格方面着手,以利于进一步推广。特别是小口径的不锈钢复合管,价格不高,因此配套的连接方法、管件之可靠性及价格是决定它发展的主要因素。
同时,建设部很重视薄壁不锈钢复合管材的推广应用。目前,四川、广东、浙江、江苏等地都有专业厂家生产薄壁不锈钢复合管,产品已趋成熟期,因而,推广应用的时机已到。
不锈钢复合管具有可靠、卫生环保、经济适用等特点。已被国内外工程实践证明是给水系统综合性能 的、新型、节能和环保型的管材之一,也是一种很有竞争力的给水管材,必将对改善水质、提高人们生活水平发挥无可比拟的作用。


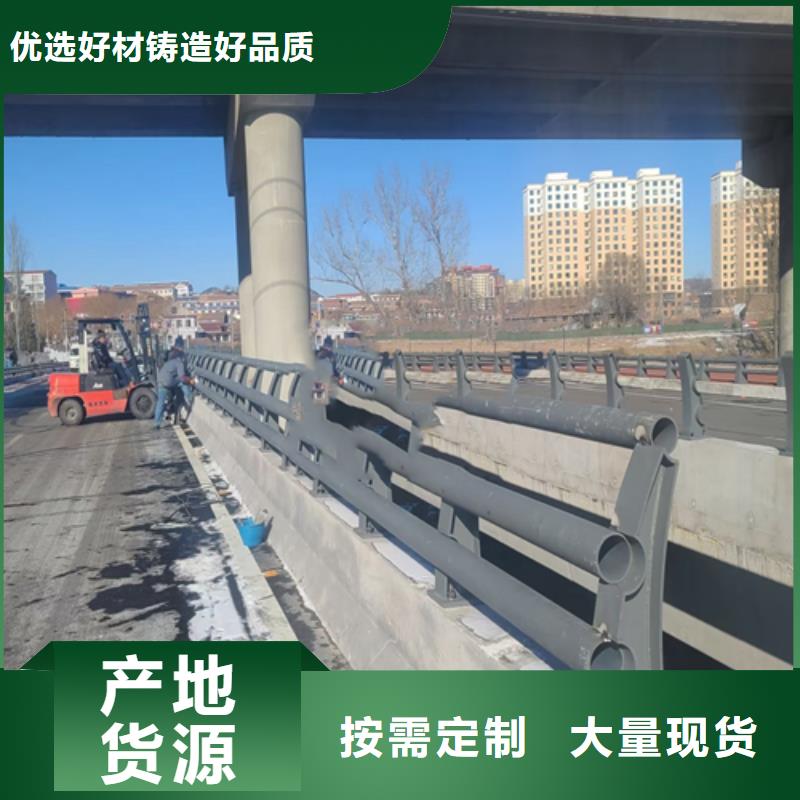
2)一层楼梯间通往地下室栏杆样式参考06J403-1图集中76页K8型做法,但要求图集中扶手钢管为φ51×1.0不锈钢管,连墙杆为φ25×1.0不锈钢管,连接方式同扶手。
3)二层楼梯休息平台护栏直接坐在楼梯休息平台上返梁上,要求栏杆成活后距地面1100mm,竖向花管净距为110mm,立杆间距为700mm,下横杆距上返梁100mm,上横杆距扶手100mm。主杆扶手、立杆为φ51×1.0不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×0.8不锈钢管,样式参考下图楼梯间栏杆水平段做法,但上横杆直接与两侧墙连接(不选用下图带圆弧形式)。
4)连接节点要求与墙体连接点采用锚栓连接,锚栓材质为HPB235,长度应不小于100mm;每个连接点的锚栓数量不得少于2个,同时施工单位必须保证连接的牢固性。






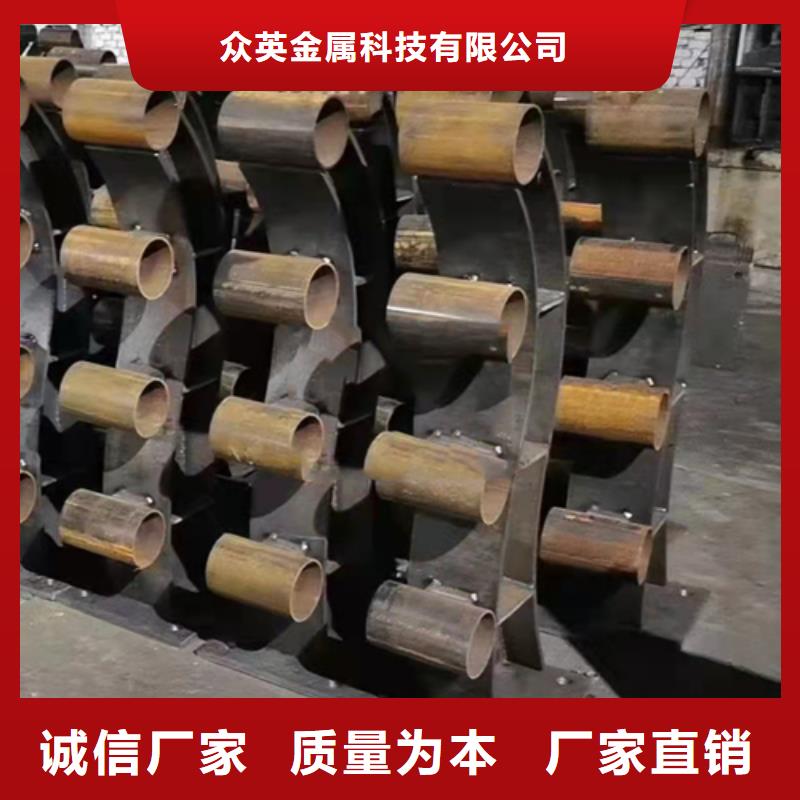
黄冈众英金属科技有限公司主营: 桥梁护栏.我公司以超前的产品创新能力,不断整合新技术、新工艺和自主技术与国际接轨,达到国内先进水平。公司自创办以来,一直坚持“服务好、质量好、价格公道、客户至上、服务周到、让利客户、薄利多销为原则,老实取信为宗旨”的经营理念,治理上坚持以人为本,服务贴心!


1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开)和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。
3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层中少熔入底层成分。
4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:


