
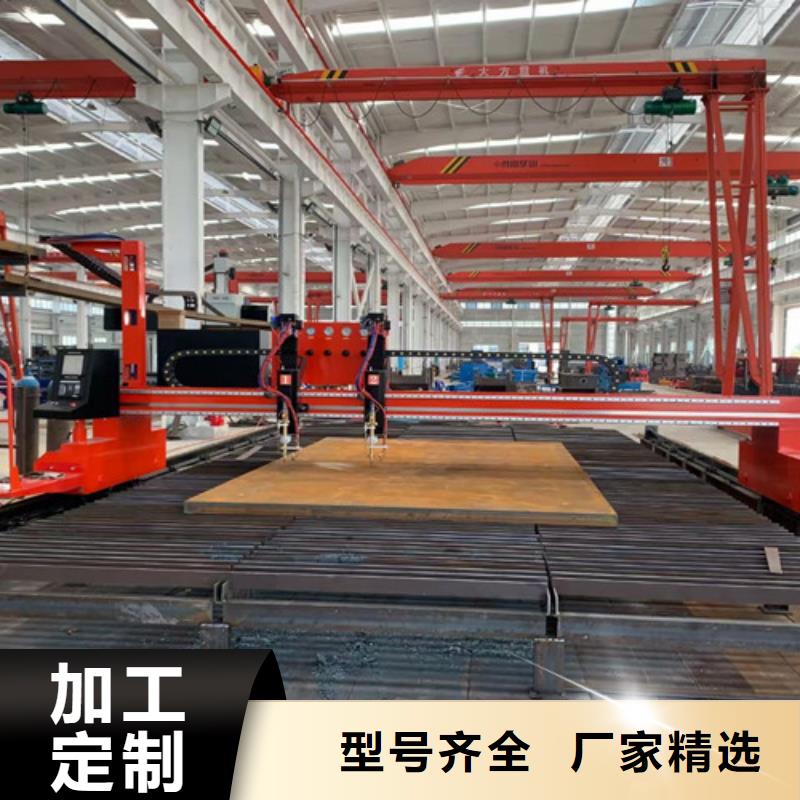






数控等离子切割机结合简单易用的数控系统,利用高温在喷嘴处喷射出来的高速气流离子化,从而形成导电体。当电流通过时,该导气体即形成高温等离子电弧,电弧的热量使工件切口处的金属局部熔化(和蒸发),并借助高速等离子气流的动力排除熔融金属以形成切口的一种加工方法。利用环形气流技术形成的细长并稳定的等离子电弧,保证了能够平稳且经济地切割任何导电的金属。
等离子在水下切割能消除切割时产生的噪声,粉尘、有害气体和弧光的污染,有效地改善工作场合的环境。采用精细等离子切割已使切割质量接近激光切割水平,目前随着大功率等离子切割技术的成熟,切割厚度已超过15mm,拓宽了数控等离子切割机切割范围。
以上所述就是等离子切割机的特点,数控等离子切割机应用于各行各业,其性能特点、切割速度、稳定性也备受用户好评。
随着我们切割技术的进步,出现了很多优良的切割设备,数控等离子切割机就是其中的一种。它的出现推动了我们工业生产的进步。影响切割质量的因素有很多,其中数控等离子切割机电弧的稳定性是非常重要的。以下几点都会影响到数控等离子切割机电弧的稳定性。
数控等离子切割机厂家
1、气压过低:
数控等离子数控切割机工作时,如工作气压远远低于说明书所要求的气压,这意味着等离子弧的喷出速度减弱,输入空气流量小于规定值,此时不能形成高能、高速度的等离子弧,从而造成切口质量差、切不透、切口积瘤的现象。
解决方法:使用前注意观察数控等离子数控切割机空压机输出压力显示,如不符合要求,可调整压力或检修空压机。如输入气压已达要求,应检查空气过滤减压阀的调节是否正确,表压显示能否满足切割要求。否则应对空气过滤减压阀进行日常维护保养,确保输入空气干燥、无油污。如果输入空气质量差,会造成电磁阀内产生油污,阀芯开启困难,阀口不能完全打开。另外,割炬喷嘴气压过低,还需更换电磁阀;气路截面变小也会造成气压过低,可按说明书要求更换气管。
2、气压过高:
若输入空气压力远远超过0.45MPa,则数控等离子数控切割机在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能分散,减弱了等离子弧的切割强度。造成气压过高的原因有:输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效。
解决方法:检查空压机压力是否调整合适,空压机和空气过滤减压阀的压力是否失调。开机后,如旋转空气过滤减压阀调节开关,表压无变化,说明空气过滤减压阀失灵,需更换。
数控等离子切割机公司
相信只要我们在操作数控等离子切割机时能避免这几种情况的出现,就一定能保证很好的切割效果。感谢大家的关注。
数控等离子切割机这一种,是讲解的对象,因为其是网站产品之一,所以有必要性了。而且,其对我们而言,也是一次学习的大好机会,因为可以来增加自己一些专业知识,从而可以来学以致用了,也是使自己受益了。数控等离子切割机,从目前来看,其的发展前景是非常不错的。并且,其有代替部分的人工等离子切割、人工火焰切割机以及数控火焰切割机的趋势。不过,要注意的是,其也是有自身的一些优缺点的,所以下面,小编来简单概括一下吧。数控等离子切割的优点,其是为:(1)切割范围宽广,几乎是可以切割所有的金属板材。(2)其切割速度快,切割效率高。而且,在切割精度上,要比火焰切割的高。数控等离子切割的缺点,其是有:(1)钢板厚度在20mm以上时,切割比较困难了,而且成本会大大增加。(2)用来切割厚板的话,那么切口是呈V型的。
选择数控等离子切割机,先选择一个好的厂家
1、选择数控等离子切割机要了解厂家是什么样的厂,是大公司还是小公司,有些小公司会到大公司调货,设备无质保,这些需要注意。好厂家,好实力,拥有自己的生产基地,自己的技术团队,有现场设备看。
2、购买数控等离子切割机不能够一味只听销售人员的夸张,很多时候销售人员为了提高业绩以次充好。
3、好的厂家,生产周期把握合理,交货周期一般是按时,不耽客户。而一些小厂很多时会误生产交货周期长,交货周期长,会让你无法投入生产。
4、厂家的售后服务系统是否完善,是否能在要求时间内为客户解决问题,不耽误客户生产,这也是考察数控等离子切割机厂家的一个重要指标。
有实力的数控等离子切割机厂家一般拥有自己的生产工艺,有着严格的制造流程,所以,这样的厂家生产的数控等离子切割机有着较高的耐用性。数控等离子切割机的耐用性对生产工艺制造水平要求很高,机床的使用寿命越长,设备就越耐用。在选择数控等离子切割机时,认真查看生产工艺,这个是很重要的。
做的好的数控等离子切割机的厂,每家都有各的特色优势,这要根据客户实际要求去选择适合自己的数控等离子切割机,国内有很多牌子,所以说品牌好不好在于一个厂家的生产工艺,服务能力,售后能力,在选择时就根据这三点就基本差不多了。注意,如果没有实地现场考察就决定,这是相当危险的。
