



为了给您提供更的非标绗磨管热销货源产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:非标绗磨管热销货源的图文介绍
齐齐哈尔安达液压机械有限公司秉承“视售后服务为产品质量的延伸,视产品质量为企业生命”的宗旨,在网络化的售后服务管理体系的保障下,为用户提供z u i优质的 研磨管生产厂家产品和服务。我公司一如既往在“和谐、诚信、专业、增值”价值观引领下成为 研磨管生产厂家优质的供应商。我们热忱期盼与各位业内人士携手并进、共创未来!



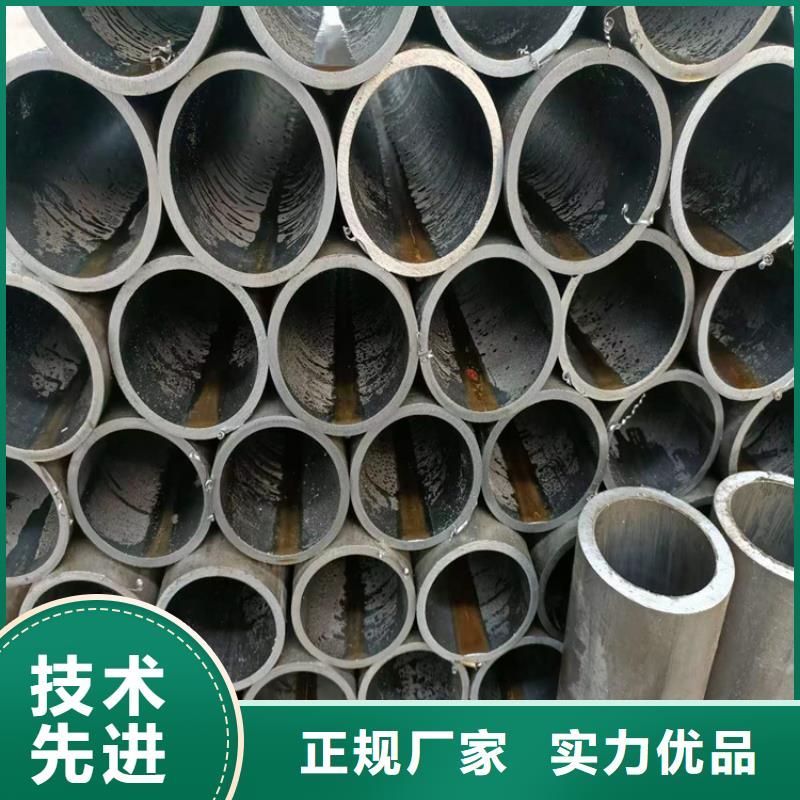
企业旺旺珩磨管绗磨管油缸管企业旺旺珩磨管绗磨管油缸管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。45#绗磨管表面热处理具体定义 ,



企业旺旺珩磨管绗磨管油缸管小口径绗磨管麻点缺陷处理 在加工之前表面会有很多的麻点,这是影响小口径绗磨管质量的重要因子,要想经过绗磨后获得质量好的液压油缸管 ,就需要对这些麻点进行修复。那么,小口径绗磨管表面缺陷的修复方法有哪些呢?1.加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2.优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3.热轧管内孔缺陷清理。


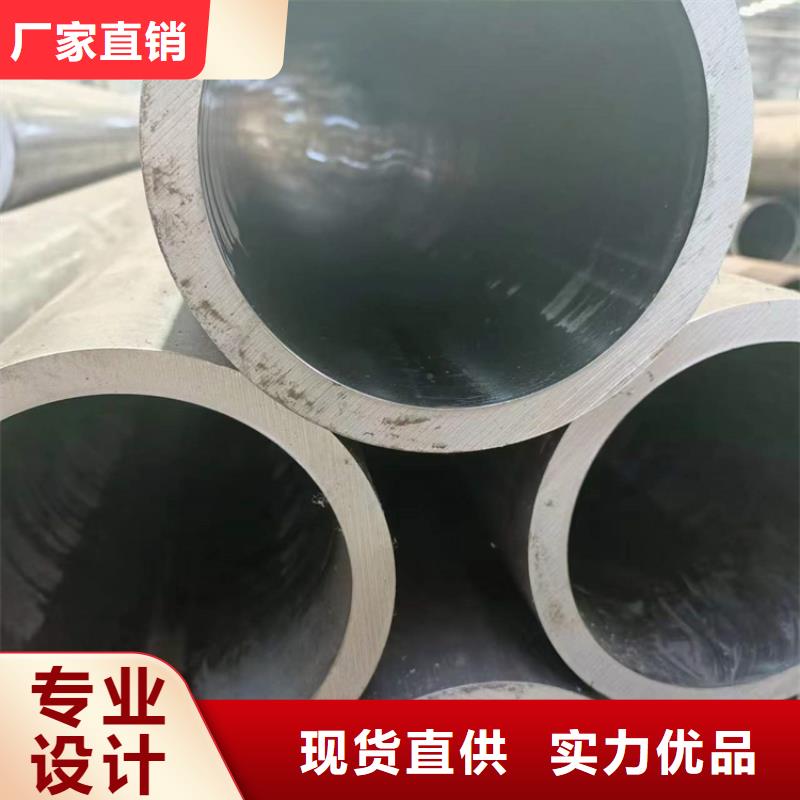
企业旺旺珩磨管绗磨管油缸管不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:1、大口径绗磨管对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。2、绗磨管在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。3、大口径绗磨管珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。关于如何提高大口径绗磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。不过,在某些情况下,还是要注意一下珩磨管所用材质,以及材料硬度如何,以便可以综合考虑



