您的位置>首页 >沈阳当地产品News >
16mn精密管送货到家
发布时间: 2024-09-16 11:18:19 浏览次数:1
以下是:16mn精密管送货到家的产品参数
| 产品参数 |
|---|
| 产品价格 | 协商 |
|---|
| 发货期限 | 协商 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 2天 |
|---|
| 产地 | 山东 |
|---|
| 材质 | 45# |
|---|
| 品牌 | 融拓 |
|---|
以下是:16mn精密管送货到家的图文视频
导读 您是想要在辽宁省沈阳市采购高质量的16mn精密管送货到家产品吗?辽宁省沈阳市融拓金属材料有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的16mn精密管送货到家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-13256608669,QQ:483422782,地址:《聊城经济开发区东昌东路当代大厦发货到辽宁省 沈阳市 沈河区、大东区、皇姑区、铁西区、苏家屯区、东陵区、沈北新区、于洪区、辽中区、康平县、法库县、新民市》。 辽宁省,沈阳市 沈阳地处中国东北南部、辽宁中部,是中国人民解放军北部战区司令部驻地、沈阳联勤保障中心驻所和中华人民共和国人民法院第二巡回法庭驻地,东北地区政治、经济、文化和商业贸易中心,一带一路向东北亚和东南亚延伸的国际性综合交通枢纽。
我们的现场实拍视频将带您走进16mn精密管送货到家产品的世界,产品视频细节之美一览无余!
以下是:16mn精密管送货到家的图文介绍

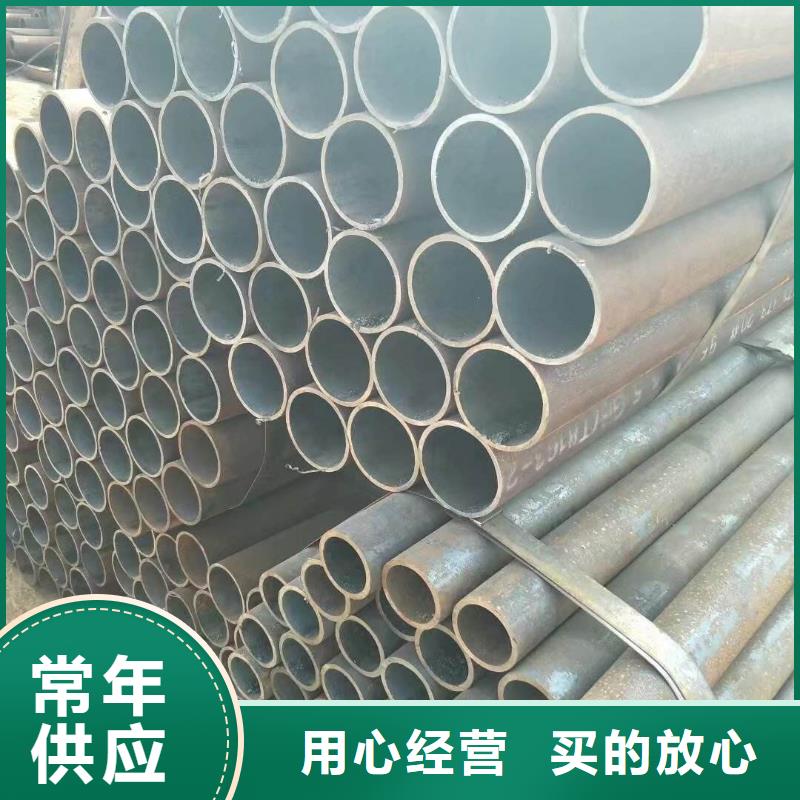
规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧管外径5~200mm。壁厚2.5~12mm。 外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。 钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。 冷拔或冷轧精密 P91精轧管《表面质量》参照GB3639-83。
精轧管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
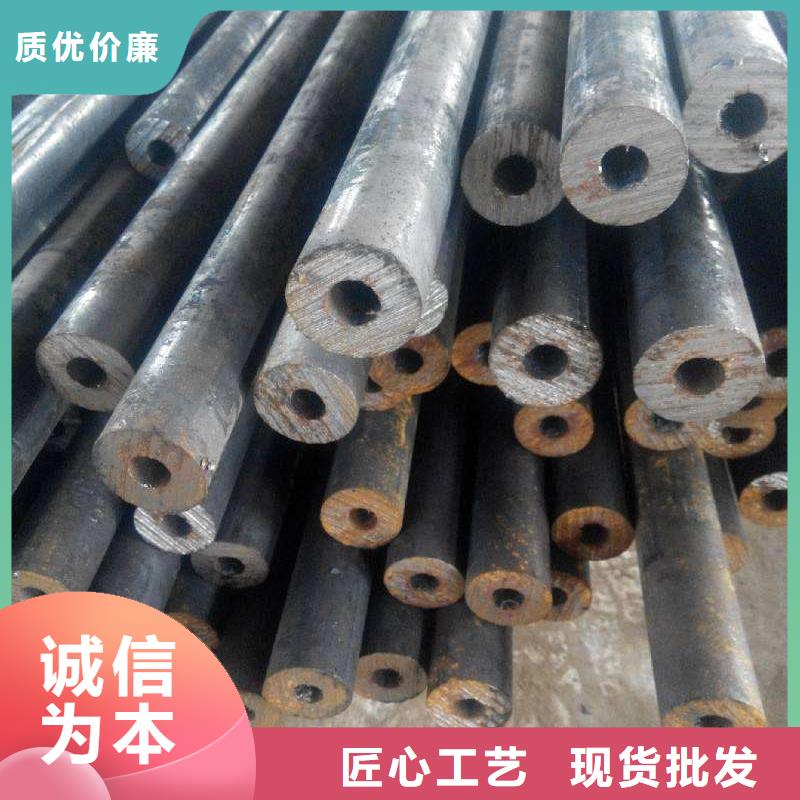
精轧管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产精轧管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。


怎样提高精轧管的抗拉强度?精轧管也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(精轧管抗拉强度、屈服强度或精轧管、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。精轧管抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的 力(Fb),出以试样原横截面积(So)所得的应力(σ),称为精轧管抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。式中:Fb--试样拉断时所承受的 力,N(牛顿); So--试样原始横截面积,mm2。精轧管(σs):具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称精轧管。若力发生下降时,则应区分上、下精轧管。精轧管的单位为N/mm2(MPa)。 上精轧管(σsu):试样发生屈服而力首次下降前的 应力; 下精轧管(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率:(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。 以σ表示,单位为%。式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。断面收缩率:(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。硬度指标 :金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。布氏硬度(HB):用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)。



沈阳融拓金属材料有限公司位于经济开发区东昌东路当代大厦,公司注册资金500万元,主营 合金无缝钢管。公司致力于为客户提供高质量低成本的 合金无缝钢管产品为目标。公司秉承诚信经营,以质量求信誉、以信誉求发展的原则来满足客户的各种需求,也竭诚欢迎广大新老客户来电、来人洽谈业务和指导工作!


将精轧管送入精轧管机组,经多道轧辊滚压,精轧管逐渐卷起,形成有开口间隙的圆形精轧管,调整挤压辊的压下量,使精轧管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精轧管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精轧管热量过大,造成精轧管烧损;或者精轧管经挤压、滚压后形成深坑,影响精轧管表面质量。
精轧管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精轧管温度的目的。对于低碳钢,精轧管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精轧管温度亦可通过调节精轧管速度来实现。



总结 选购16mn精密管送货到家来辽宁省沈阳市找辽宁省沈阳市融拓金属材料有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-13256608669,{QQ:483422782},地址:经济开发区东昌东路当代大厦。