






虽然说整体的钢材周消费量是上升的,但同时也出现了一定分化,特别是汽车行业的产销量大幅萎缩,使得板材成为了“拖后腿”的那一个,但是基建投资的增加和钢结构行业的兴起,让整体的消费量没有被拉低。从目前来看,房地产今年表现尤为亮眼,基建用钢增速提高,家电、机械行业用钢量增速将逐步放缓,汽车用钢继续下降。
另外,对于各品种来说,长材的消费依旧强劲,板材的造船和汽车行业都同比下滑的情况下,使得整个板材的消费进入低谷期。那么对于下半年的价格走势依然可能是长强板弱的趋势。



生产加工
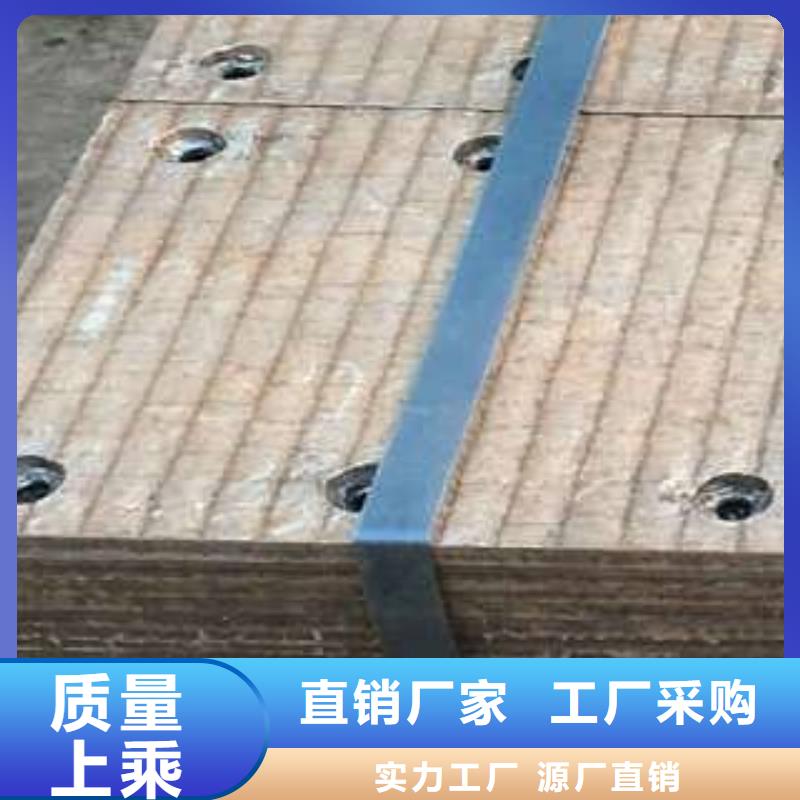
1、加工区:堆焊耐磨板的生产加工地区应相对性固定不动。加工区的服务平台应采用防护对策,如铺平橡胶板等。加工区的定置管理、文明行为制造应提升,以防止对堆焊耐磨板的损害与环境污染。
2、机械加工制造:堆焊耐磨板在车、铣等机械加工制造时也应留意安全防护,工作进行应清除整洁钢件表层的油渍、铁销等脏物。
3、成形生产加工:在钢卷、钣金折弯全过程中,应采取措施对策防止导致堆焊耐磨板表层刮伤和皱褶。


石家庄涌华金属科技有限公司坚持“发展科技拓市场,强化质量铸品牌,严格管理增效益,诚信为本誉天下 ”的工厂方针,发扬“诚信、团结、敬业、创新”的企业精神,竭诚为广大 合金板用户提供优质的产品和满意的服务。



堆焊耐磨板打磨技术要点有哪些?
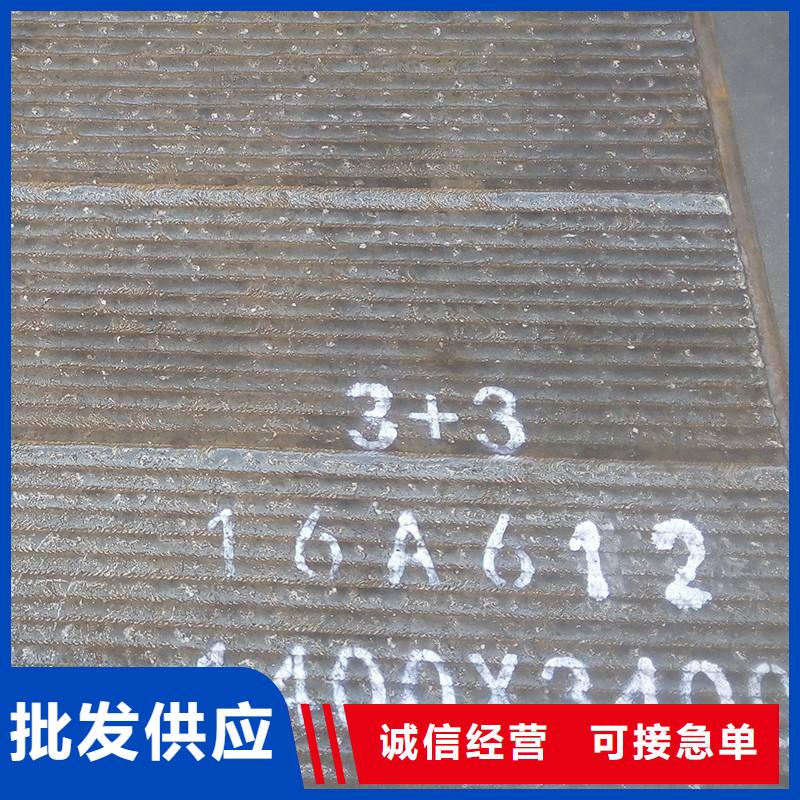
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。
