






朔州焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
产品特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
异型管:由普通碳结结构钢及16Mn等钢带焊制的方形管、矩形管、帽形管、空胶钢门窗用钢管,主要用作农机构件、钢窗门等。
电焊薄壁管:主要用作制作家具、玩具、灯具等。近年来不锈钢带制作的薄壁管应用很广,高级家具、装饰、栏栅等。
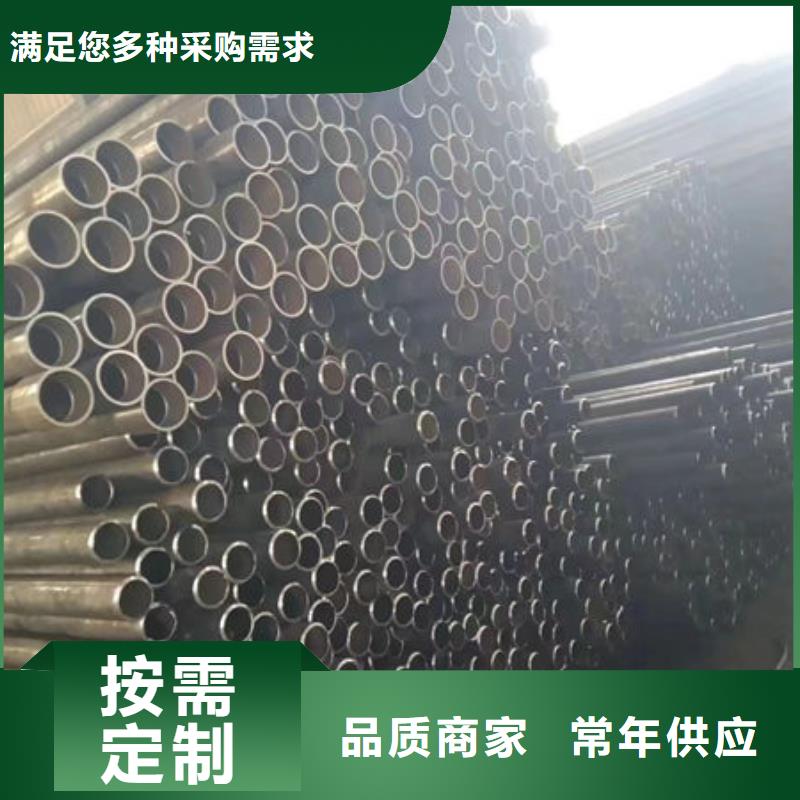
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋朔州焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。
朔州焊管常用材质为:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
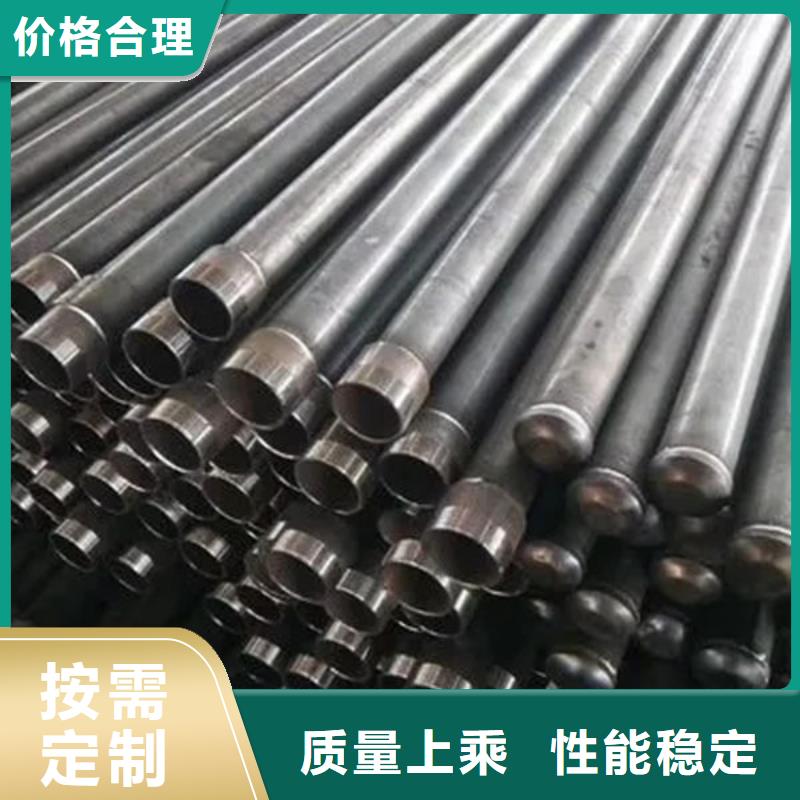
焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊管因其材质和用途不同而分为如下若干品种:
GB/T3091-2008(低压流体输送用焊接钢管):主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。其代表材质为:Q235A级钢。
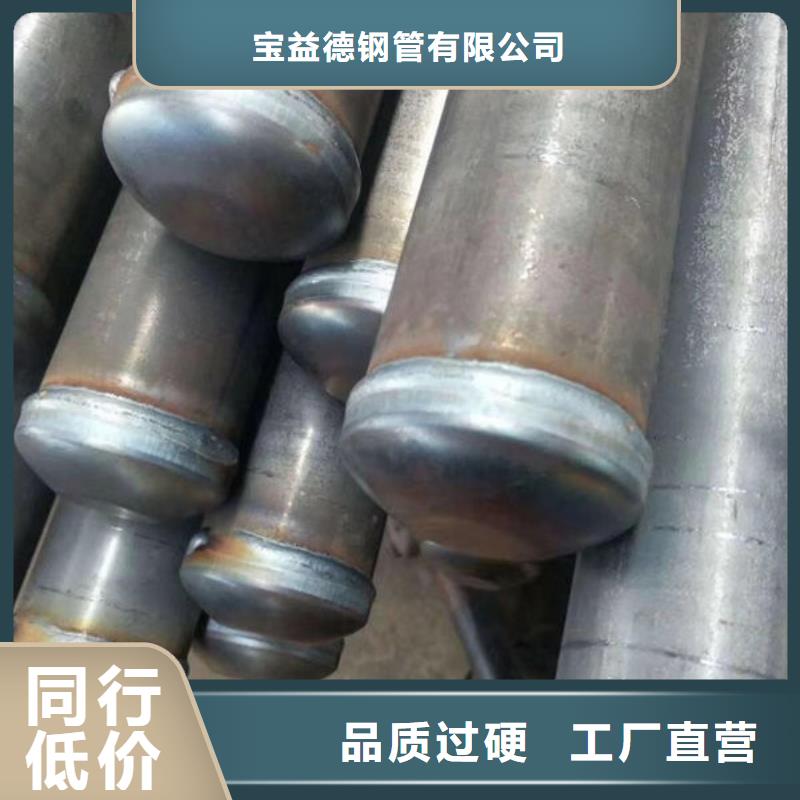
钢薄壁声测管是灌注桩进行超声检测法时探头进入桩身内部的通道,是灌注桩超声检测系统的重要组成部分,因其性能优良,埋置后可基本上保持其平行度和平直度,常被用于大直径灌注桩。
常用的超声波透射法检测,对声测管的要求较为严格,需要接头牢固,不折断,密封不泄漏;管壁是平坦的,不会破裂,光滑且不会变形;管体光滑垂直,没有歪斜及异物。为了后期工作的顺利进行,前期对声测管的选择一定要足够严格。
声测管除了用作检测通道及取代一部分钢筋截面外,还可用作桩底灌浆的管道;或是用作冲洗和灌浆处理事故桩缺陷的管道,但这时需要采取措施在需要灌浆的缺陷部位刺穿管道。朔州注浆管
