




想要更直观地感受钢筋笼盘条缠绕机生产基地产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:钢筋笼盘条缠绕机生产基地的图文介绍


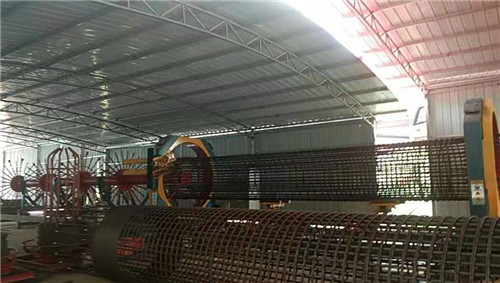
胶辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,钢筋笼绕筋机利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作过程。
管理系统:国内钢筋加工行业的管理工作还有很大的提升空间,有关公司针对钢筋加工开发的管理软件还没有在实际生产中发挥应有的作用。钢筋加工原本与工程施工捆绑在一起的,有的单位为了推行钢筋的集中加工配送,钢筋笼绕筋机把钢筋加工剥离出来单独处理,这样在管理上就存在扯皮现象,有时会严重影响生产效率的发挥。另外,大部分加工厂主要针对一个项目开展工作,施工中对成型钢筋的需求很不均衡,一般都有窝工现象,也会影响生产效率的发挥。人员培训:国内一般加工厂不太注重生产人员的培训工作,技术方面往往依赖设备供应商支持。对于钢筋加工厂来说,稳定熟练的工人队伍,对提高生产率非常重要。
管理系统:国内钢筋加工行业的管理工作还有很大的提升空间,有关公司针对钢筋加工开发的管理软件还没有在实际生产中发挥应有的作用。钢筋加工原本与工程施工捆绑在一起的,有的单位为了推行钢筋的集中加工配送,钢筋笼绕筋机把钢筋加工剥离出来单独处理,这样在管理上就存在扯皮现象,有时会严重影响生产效率的发挥。另外,大部分加工厂主要针对一个项目开展工作,施工中对成型钢筋的需求很不均衡,一般都有窝工现象,也会影响生产效率的发挥。人员培训:国内一般加工厂不太注重生产人员的培训工作,技术方面往往依赖设备供应商支持。对于钢筋加工厂来说,稳定熟练的工人队伍,对提高生产率非常重要。



规划
以下部分内容只适用于中国:
是选择和地区的干线公路,连接大城市和大中城市,沟通沿海港口城市和内陆省
北京五环路
北京五环路
会城市,形成首都与各省会之间的辐射线和干线公路网络。日交通量达到5000辆以上的路段应建高速公路。
高速公路的平均时速为120公里,低为80公里,高为150公里~200公里,德国的部分高速公路甚至于不设限速(只设建议时速,其不具备法律的约束)。其设计原则为丘陵或山谷采用80公里~100公里/小时,平原地区采用120公里/小时。中国高速公路根据《中华人民共和国道路交通安全法》设限制低时速60公里,限制高时速120公里。
设计高速公路的车流量一般以日交通量为设计依据,并要考虑20年的发展期,每日的通过能力至少应在5万车次以上。
在某些情况下,高速公路也可是为部分重要基建而建设的。例如将机场和市区/公路网连接,或是连接往他国之边境。在这情况下,该高速公路的车流量有可能不达标。
一条高速公路亦可以因需舒缓现有高速公路的交通压力而兴建(如京昆高速)。
以下部分内容只适用于中国:
是选择和地区的干线公路,连接大城市和大中城市,沟通沿海港口城市和内陆省
北京五环路
北京五环路
会城市,形成首都与各省会之间的辐射线和干线公路网络。日交通量达到5000辆以上的路段应建高速公路。
高速公路的平均时速为120公里,低为80公里,高为150公里~200公里,德国的部分高速公路甚至于不设限速(只设建议时速,其不具备法律的约束)。其设计原则为丘陵或山谷采用80公里~100公里/小时,平原地区采用120公里/小时。中国高速公路根据《中华人民共和国道路交通安全法》设限制低时速60公里,限制高时速120公里。
设计高速公路的车流量一般以日交通量为设计依据,并要考虑20年的发展期,每日的通过能力至少应在5万车次以上。
在某些情况下,高速公路也可是为部分重要基建而建设的。例如将机场和市区/公路网连接,或是连接往他国之边境。在这情况下,该高速公路的车流量有可能不达标。
一条高速公路亦可以因需舒缓现有高速公路的交通压力而兴建(如京昆高速)。

高速公路设计行车速度,在中国野外大多按地形的不同,分为80、100、120公里/时三个等级;通过城市大多采用60和80公里/时两个等级。高速公路平面线形大多以圆曲线加缓和曲线为主,并重视平、纵、横三维空间立体线形设计。
高速公路在郊外大多为4或8个车道,在城市和市郊大多为8或12个。路面现多采用磨光值高的坚质材料(如改良沥青),以减少路表液面飘滑和射水现象。路缘带有时用与路面不同颜色的材料铺成。硬路肩为临时停车用,也需用较高级材料铺成。在陡而长的上坡路段,当重型汽车较多时,还要在车行道外侧另设爬坡车道。必要时,每隔2~5公里在车行道外侧加设宽3米、长10~20米的专用临时停车带。
高速公路与铁路或其他次要公路相交,可修筑分离式立体交叉;当与其他重要公路相交而转弯车流较多时,应修筑互通式立体交叉。在高速公路两旁适当地点,应修筑集散道路以及加速和减速车道,以控制汽车进出高速公路。
高速公路在郊外大多为4或8个车道,在城市和市郊大多为8或12个。路面现多采用磨光值高的坚质材料(如改良沥青),以减少路表液面飘滑和射水现象。路缘带有时用与路面不同颜色的材料铺成。硬路肩为临时停车用,也需用较高级材料铺成。在陡而长的上坡路段,当重型汽车较多时,还要在车行道外侧另设爬坡车道。必要时,每隔2~5公里在车行道外侧加设宽3米、长10~20米的专用临时停车带。
高速公路与铁路或其他次要公路相交,可修筑分离式立体交叉;当与其他重要公路相交而转弯车流较多时,应修筑互通式立体交叉。在高速公路两旁适当地点,应修筑集散道路以及加速和减速车道,以控制汽车进出高速公路。


。数控钢筋笼滚焊机技术参数型号 BPM-1250 BPM-1500 BPM-2000 BPM-2500桩径(mm) 400~1250 500~1500 600~2000 800~2500。
钢筋笼长度(m) 12~27 12~27 12~27 12~27钢筋笼大重量(kg) 0 8000盘筋直径(mm) Ф5~Ф16绕筋间距(mm) 50~500主筋直径(mm) Ф12~Ф50。
液压站压力(Mpa) 10额定总功率(kw) 13 15 23 27外形尺寸 长(m) 27~57 27~57 27~57 27~57宽(m) 5 5.5 8 8.5高(m) 2.2 2.5 3.3 3.5。
钢筋笼长度(m) 12~27 12~27 12~27 12~27钢筋笼大重量(kg) 0 8000盘筋直径(mm) Ф5~Ф16绕筋间距(mm) 50~500主筋直径(mm) Ф12~Ф50。
液压站压力(Mpa) 10额定总功率(kw) 13 15 23 27外形尺寸 长(m) 27~57 27~57 27~57 27~57宽(m) 5 5.5 8 8.5高(m) 2.2 2.5 3.3 3.5。



朔州宝润机械有限公司是【数控钢筋弯曲中心】产品专业生产加工的厂家,拥有完整、科学的质量管理体系。朔州宝润机械有限公司的诚信、实力和【数控钢筋弯曲中心】产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。


连续滚焊连续滚焊时,工件在两滚间连续(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。
断续滚焊和步进滚焊:3后把钢筋笼滚焊机的燃油控制杆置怠慢的位置构造:蜗轮蜗杆式钢筋弯曲机主要有家家,电动机,传动系统,工作机构(工作盘,插入座,夹持器。滚焊可分为连续滚焊按滚轮转动不同转轴等)及控制系统等组成。机架下装有行走轮。
但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。宝润机械按接头形式分类按接头形式的不同,滚焊可分为搭接滚焊,压平滚焊,垫箔带零件对接滚焊,铜线电极滚焊,辅助夹具滚焊等1。
整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝,镁合金的焊接,用于缝焊高温合金。
断续滚焊和步进滚焊:3后把钢筋笼滚焊机的燃油控制杆置怠慢的位置构造:蜗轮蜗杆式钢筋弯曲机主要有家家,电动机,传动系统,工作机构(工作盘,插入座,夹持器。滚焊可分为连续滚焊按滚轮转动不同转轴等)及控制系统等组成。机架下装有行走轮。
但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。宝润机械按接头形式分类按接头形式的不同,滚焊可分为搭接滚焊,压平滚焊,垫箔带零件对接滚焊,铜线电极滚焊,辅助夹具滚焊等1。
整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝,镁合金的焊接,用于缝焊高温合金。



