






本文的主要内容是介绍光纤激光管材切割机和管材 切割管的主要技术,希望读者对光纤激光切割机有更多的了解。
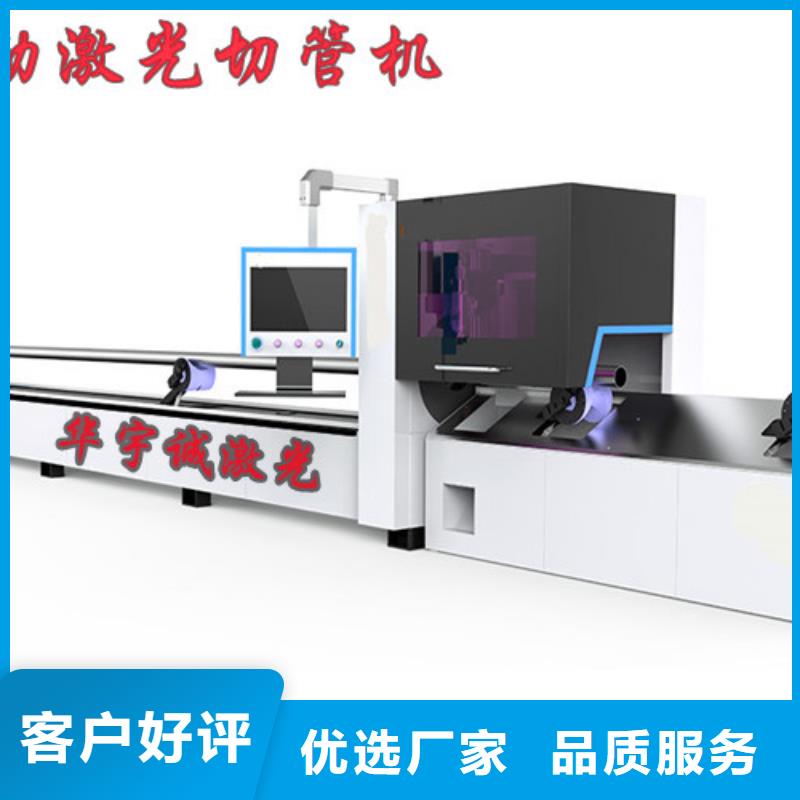
大长度金属管材全行程自动激光切割下料
针对大长度金属管材全行程自动激光切割下料的工艺要求,机械结构采用双驱动气动卡盘旋转机构(主动轴W,从动轴W1),与主动轴W轴气动对齐卡盘旋转机构 通过机床的 X、Y、W 运动将其固定,夹紧管子,并切割管子。右从动轴W1气动卡盘旋转机构可随工作台沿工件插入移动,可实现大长度金属管材。全行程自动激光切割下料。
数控切割技术
为了获得大批量、高效率、扩大化的生产效果,必须采用数控切割。钢管激光切割机数控切割的核心 是数控切割系统。数控系统的控制软件可以防止零件切削点和零件边角的过烧。提供先进的切割技术和丰富的切割经验。激光切割机方管操作 人员可以熟练使用控制系统,实现精密高效的数控切割。
专业的管套技术
为了达到光纤激光切割机高效切割管材 数控激光管材切割的目的,编程套料较为复杂,使用不当会造成管材的浪费。通过专业的管材切割套料软件,提前在电脑上进行绘图、套料、下料分段编程,生成数控切割程序,然后对大长度金属管材进行全行程自动激光切割下料。数控切管机实现大批量、高效率、小尺寸切割生产的基础和必要条件是专业的管材套料软件。
切管工艺
金属管材光纤激光切割机切割管径较小的方管时 ,熔渣粘附在管材内壁,切割产生的大部分体积被工件吸收。切割密度穿透时,管材经常出现重叠,方管的四角和四角通过,针对此类问题,可采用以下方法:(1)带有高度感应随动系统的激光切割头可确保在光纤数控管材激光切割机的切割过程中,切割喷嘴的高度与工件表面保持不变(焦点不变),使切割效果不随工件表面的变化而腐蚀;(2)增加氧气压力(6-8Mpa)的方法;(3) 通过软件提高尖角合成速度。该方法可以解决不锈钢管激光切割机 切割管材时出现的“过烧”和结渣问题。
随着计算机技术、机械结构、切割技术和优化算法的不断更新和发展,激光切管机切管 技术不断提高,数控激光切管技术将突出其智能、快速、优化的切割工艺。和技术,为切割机激光管材的高效切割,高质量的切割,以及节约管材提供技术保障。
如今互联网发达了,各种信息都可以在互联网上查询到个大概,但海量的信息中如何去了解有价值的信息很关键,不论是小设备还是大设备,我们都习惯通过互联网进行咨询。比如网上怎么了解光纤激光切割机厂家,这里以光纤激光切割机为例,咨询设备首先要接触到的就是厂家,在众多的光纤激光切割机设备厂家中,要挑选大品牌、高质量、价格公道合理的光纤激光切割机。
我们在网上找光纤激光切割机厂家的时候,怎么去判断这个厂家是否靠谱呢?毕竟有些厂家距离的比较远,没办法直接去他们公司考察。所以,我们在找厂家对比的时候,可以先在网上了解清楚这个厂家的口碑,工厂面积和实力等等这些都能在网络上直面搜索到的。其次,可以通过跟业务员的沟通,了解清楚公司人员的专业程度和服务态度,这是非常重要的,因为光纤激光切割机经常都会涉及到技术服务。
可以了解公司的经营年限,光纤激光切割机行业竞争是非常激烈的,能在这行有比较长的经营年限,产品也是经过客户认可的,不然早就坚持不下去了。
如果我们不了解光纤激光切割机行业内如何去选择厂商,就会陷入很多误区。在网络透明化的今天,我们动一动手指就能够搜索到。
我们在选择厂商的时候除了要在网络上搜索相关信息之外,能够亲自到现场去看一看还是比较有用的,若是距离比较远,就要在网上多加了解。
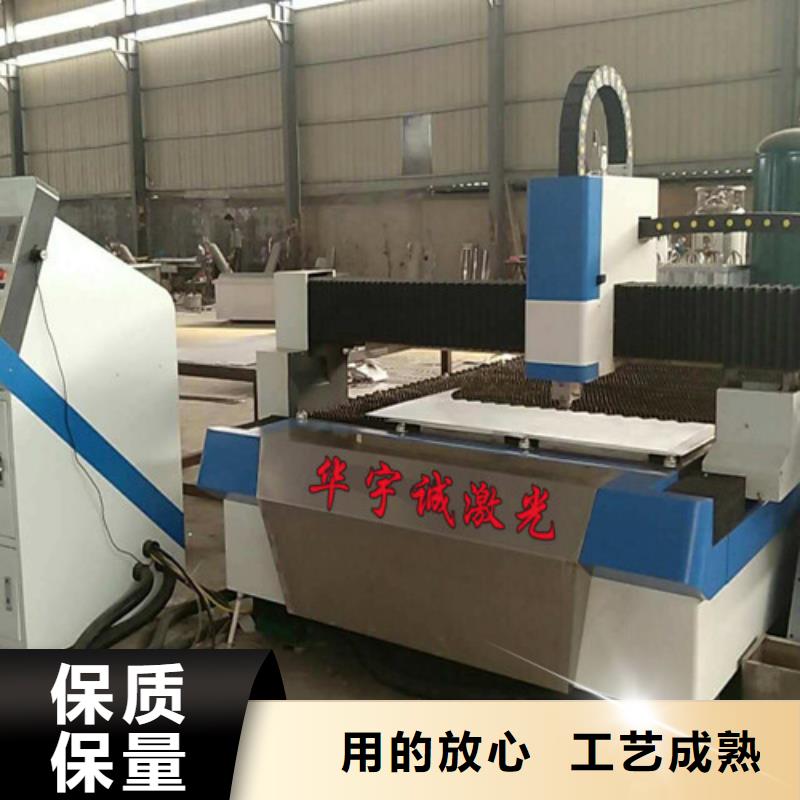
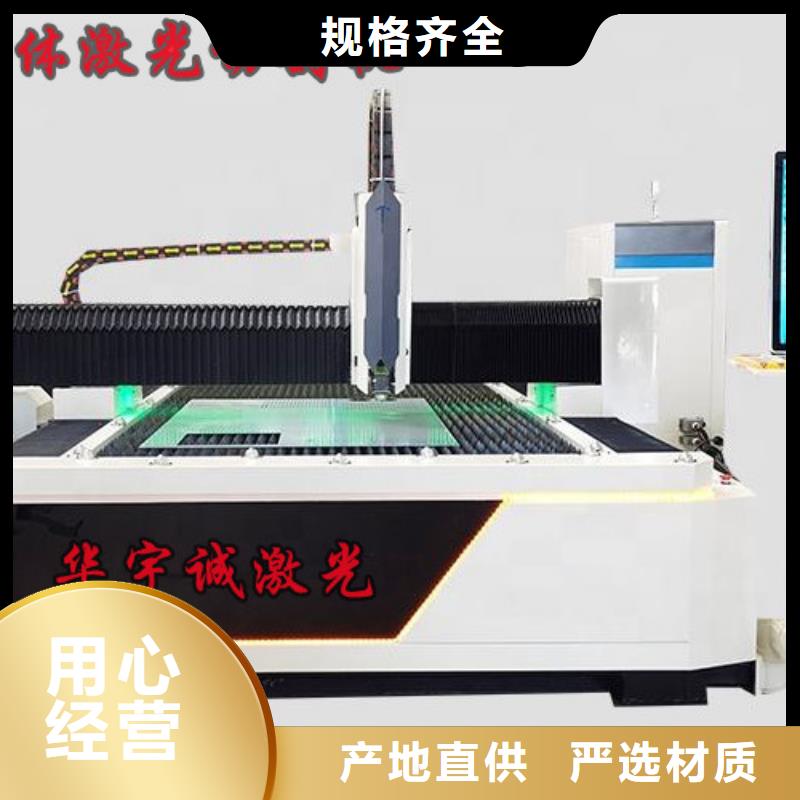
光纤激光切割机是目前的一种激光切割机型,机器采用光纤激光源,并实现了近乎完美的切割效果。 光纤激光器是一种固态激光器,近年来在金属切割行业发展迅速。CO2激光器与光纤激光器的简单比较光纤技术利用固体增益介质,而不是气体或液体。 “种子激光器”产生激光束,然后在玻璃纤维内放大。 光纤激光器的波长仅为 1.064 微米,可产生极小的光斑尺寸(与 CO2 相比多小 100 倍),使其成为切割反射金属材料的理想选择。光纤激光源可输出高功率激光束,聚焦在材料表面,使聚焦区域瞬间汽化或熔化。 由数控系统和机械系统控制,移动激光头,改变激光光斑,实现自动切割,速度快,精度高。 光纤激光切割已发展为当今精度的激光切割方式,广泛应用于金属零件加工行业。金属光纤激光切割机的工作多样性金属激光切割光纤激光切割机可加工多种金属材料,包括不锈钢、碳钢、合金钢、铝、镀锌板、铜、银、金等,可以根据金属的特性选择不同的光纤激光源。除了钣金切割,光纤激光切割机还可以加工异型金属和钢管。 机器可配置一套钢管切割系统,扩大切割能力。 刀口整齐光滑,满足工业中的高要求。
随着光纤激光切割机的广泛应用,一名合格的激光切割操作师也日益重要,因为激光切割工程师要学会制图,学会设计排版切割零件。那么在设计排版时要注意哪些方面呢,下面我们一起来看下。
1、零件间距
一般情况下,光纤激光切割机切割热板和厚板,零件间距要大,因为热板厚板热量影响较大,在切割拐角尖角和小图形时候,容易烧边,影响切割质量,故零件间距要大;
2、熔化拐角
当光纤激光切割机减速切割薄板的拐角时,激光常常会因产生过热而熔化拐角,在拐角处生成小半径,所以保持激光的高速切割,避免在切割拐角时出现钢板过热熔化,进而获得良好的切割品质;
3、共边切割
在激光切割过程当中,共边切割可以大大缩短切割时间,还能节省原材料,故可以将两种或以上的零件共边组成一个组合,大批量的规则图形尽量共边;
4、设置引线
光纤激光切割机在切割中厚板过程中,为了使割缝衔接良好,防止始端和终点烧伤,常常在切割开始和结束处各引一段过渡线,分别称作引线和尾线。引线和尾线对零件本身是没有用的,因此要安排在零件范围之外,同时注意不能将引线设置在尖角等不易散热处。引线与割缝的连接尽量采用圆弧过渡,使机器运动平稳并避免转角停顿造成的烧伤;
5、余料处理
切割完零件后,光纤激光切割机工作台上的骨架状余料需要尽快的撤下,以方便后续的切割作业。对于不具有自动卸料装置的光纤激光切割机,可以将骨架状余料切割成小块,以方便快速移走。从而避免激光切割工程师因搬动沉重且边缘锋利的余料造成的人身伤害。

