

我们为您呈现了一部精彩绝伦的60*13精轧钢管尺寸规格产品视频,让您感受产品的独特之处。
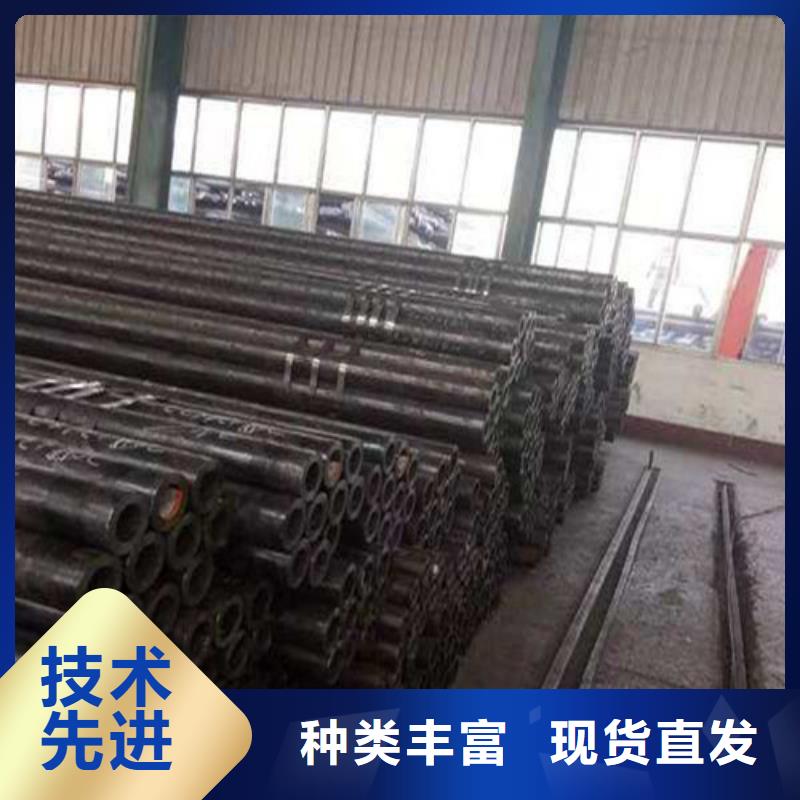
以下是:60*13精轧钢管尺寸规格的图文介绍

精密钢管的焊接工艺。
工艺:精密钢管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。


朔州鑫邦源特钢有限公司在“品质,信誉,客户至上”的价值观引导下,以“激励创新、追求卓越、倡导共赢”为企业精神,力争成为具有竞争力的 镀锌钢管创新企业!
目前,本公司生产的 镀锌钢管,已远销国内外市场, 镀锌钢管产品供不应求,深受广大用户好评。



随着北京市场总体货情况继续下滑,昨日以来多数大户成交量仅在800-1800吨之间,其中千吨附近不在少数,没有封库现象。钢厂方面,河北钢铁集团中旬价格持稳,精密无缝钢管贸易商据此认为钢厂对后期市场也是信心不足。 精密光亮管性能知识了解精密光亮管硬度是衡量金属软硬依据。通过硬度试验可以反映金属材料在不同化学成分、精密光亮管组织结构及热处理工艺条件下性能差别,因此硬度试验广泛于精密光亮管。焊接电流是依据精密光亮管厚或熔透请求来选定,精密光亮管表面淬火一一只改变表层组织,而不改变表层化学成分热处理。 精密光亮管它可以高频、中频或工频电流感加热方式或火焰加热方式实现。精密光亮管其共同特点是设法厚壁精密管表面迅速加热到淬火温度,而在热量尚未传至零件心部时,精密光亮管随即迅速冷却,使表面硬度高,而心部仍有较高韧性。 精密光亮管化学处理一一厚壁精密管表层化学成分与组织均发生改变热处理方式。化学热处理按照厚壁精密管表面渗入元素不同,可分为渗碳、氮化、碳氮共渗、渗金属等方法精密光亮管。它对提高和改善厚壁精密管耐磨性、抗腐蚀性、精密光亮管抗疲劳性等是分有效。


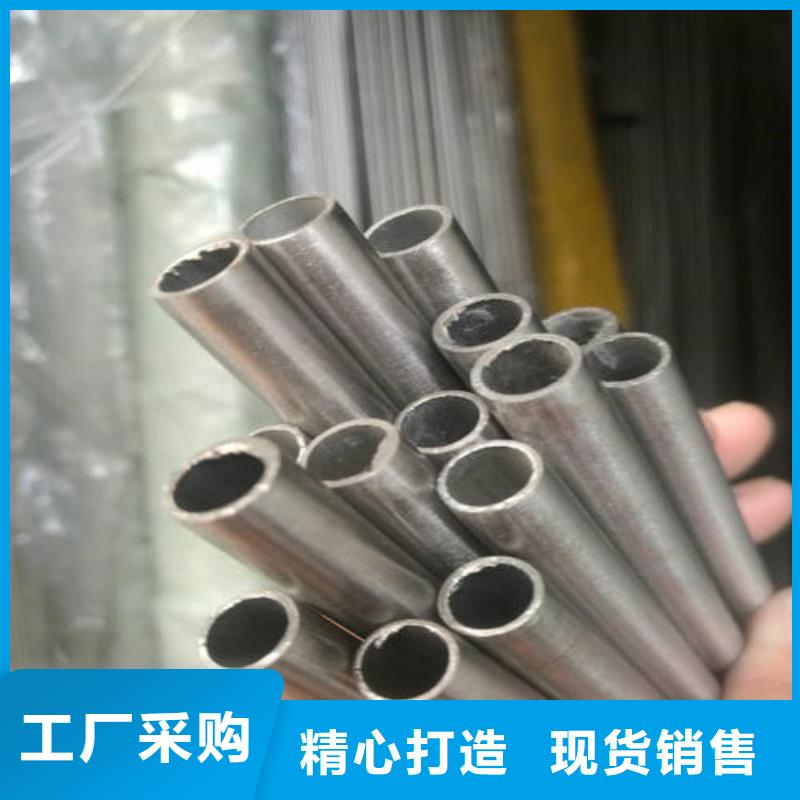
一般的精密钢管的生产工艺可以分为冷拔与热轧两种,冷轧精密钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精密钢管要短于热轧精密钢管,冷轧精密钢管的壁厚一般比热轧精密钢管要小,但是表面看起来比厚壁精密钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧精密钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧精密钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。



