



无需繁琐的文字描述,观看我们的视频,让9cr2mo、60crmov、86crmov7、12cr1mov、12crni3a、16mncr5、17cr2ni2mo、18cr2ni4wa、20crmov、生产厂家产品一览无余!
以下是:9cr2mo、60crmov、86crmov7、12cr1mov、12crni3a、16mncr5、17cr2ni2mo、18cr2ni4wa、20crmov、生产厂家的图文介绍

铸钢件是如今钢材产品市场备受欢迎的存在,是值得不少钢材使用客户赖认可的存在,公司了解铸钢件各方面的使用维护技巧,关于铸钢件的具体冒口设置的小知识,小编为您进行了如下概括。
对于壁厚不均匀的合金铸钢件,每个热节部位都要设置冒口。
应尽量设置在铸钢件被补缩部位的顶部或近旁。
当铸钢件在不同高度上有热节需要补缩时,可设置多个冒口,但各冒口的补缩区要隔开。
冒口建议不设置在铸钢件重要的或受力较大的部位。
应尽量使内浇道通过冒口。冒口应尽量不设置在合金铸钢件应力集中处。
冒口建议设置在铸钢件需要机械加工的表面上。钢材产品市场随着社会经济的发展逐渐壮大起来,铸钢件算是常见的钢材产品之一,关于铸钢件的生产中是如何进行补漆作业的?小编为您进行了如下概括总结。
对于壁厚不均匀的合金铸钢件,每个热节部位都要设置冒口。
应尽量设置在铸钢件被补缩部位的顶部或近旁。
当铸钢件在不同高度上有热节需要补缩时,可设置多个冒口,但各冒口的补缩区要隔开。
冒口建议不设置在铸钢件重要的或受力较大的部位。
应尽量使内浇道通过冒口。冒口应尽量不设置在合金铸钢件应力集中处。
冒口建议设置在铸钢件需要机械加工的表面上。钢材产品市场随着社会经济的发展逐渐壮大起来,铸钢件算是常见的钢材产品之一,关于铸钢件的生产中是如何进行补漆作业的?小编为您进行了如下概括总结。


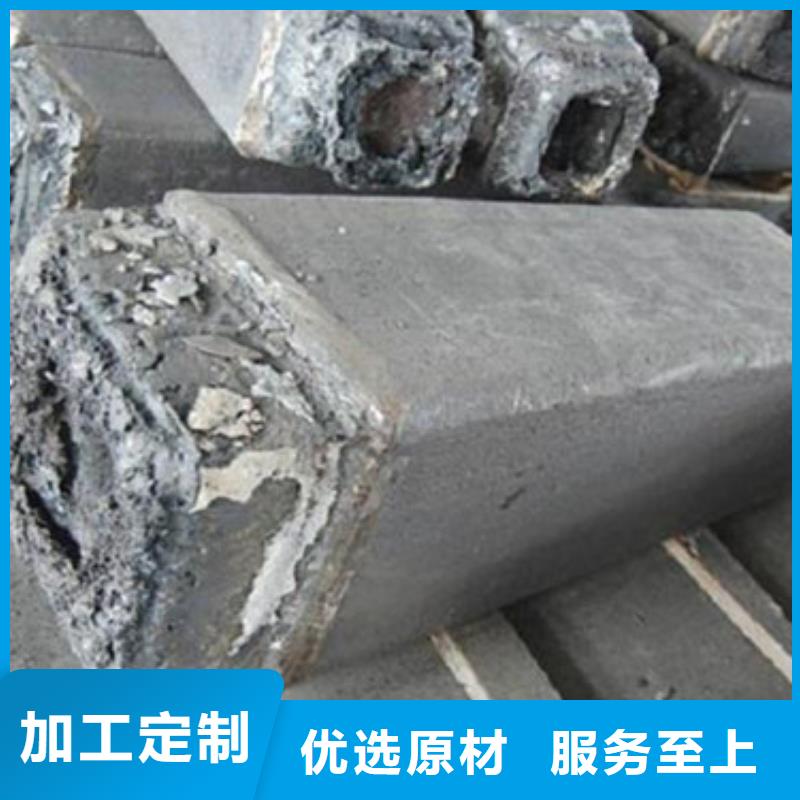
由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;浇注系统的结构力求简单、且截面尺寸比铸铁的大;采用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改善。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状复杂的铸件,其浇注温度约为钢的熔点温度+150℃;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
由于铸钢的收缩大大超过铸铁,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口和、冷铁和补贴等措施,以实现顺序凝固。
此外,为防止铸钢件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、以免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空心型芯和油砂芯等来改善砂型或型芯的退让性和透气性。
由于铸钢的收缩大大超过铸铁,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口和、冷铁和补贴等措施,以实现顺序凝固。
此外,为防止铸钢件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、以免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空心型芯和油砂芯等来改善砂型或型芯的退让性和透气性。



朔州新物通物资主要经营:【弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家】, 本厂家秉承“顾客至上,锐意进取”的经营理念,坚持“客户为先”的原则为广大客户提供优质的【弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家】。欢迎广大客户惠顾! 本厂家是致力于集研发、生产、销售、服务为一体的股份企业。经过多年的探索发展及不断的吸收、消化国内外的同类【弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家】产品 的先进技术,厂家【弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家】产品已从单一走向系列,积累丰富的设计、制作及装配经验。


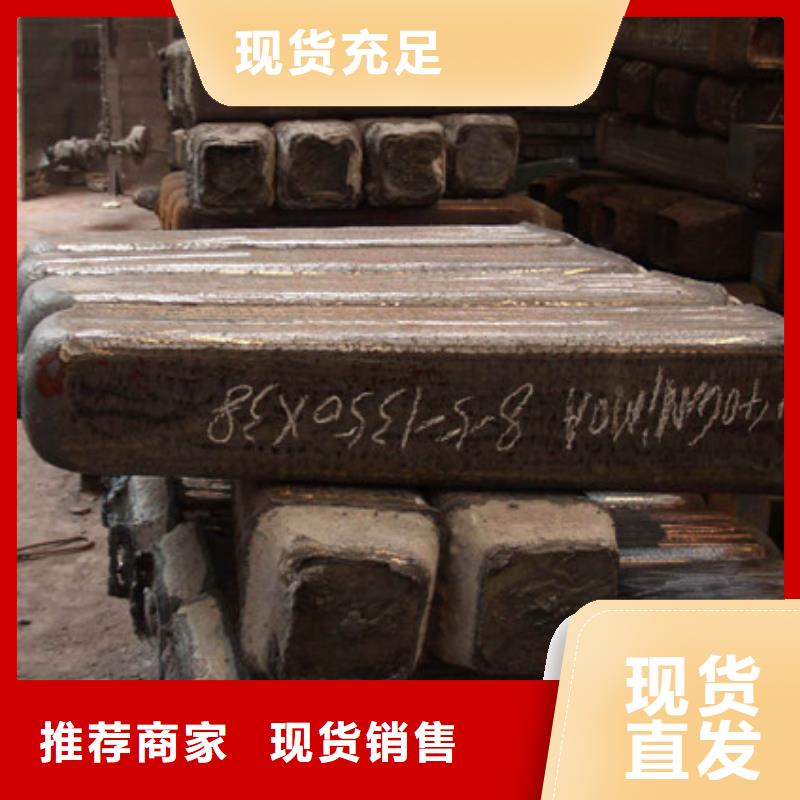
钢水经盛钢包注入铸模凝固形成钢锭。钢液在炼钢炉中冶炼完成后,必须铸成一定形状的锭或坯才能进行加工。用铸模铸成钢锭的工艺过程简称为铸锭。
钢锭至今仍是轧钢生产的主要原料。钢锭质量的优劣、锭型的状况以及其重量大小对轧钢生产有着十分重要的作用。在轧钢生产中除各类初轧机可选用钢锭作原料外,一些特殊用途轧机、部分中厚板轧机也用钢锭为原料,我国不少地方中小企业的开坯机成品轧机也选用小钢锭作原料。钢锭选择的内容主要是正确地选择钢锭种类、它的重量以及断面形状和尺寸大小。、钢锭浇铸分上铸法(如概述图)和下铸法(如右图)两种。上铸钢锭一般内
部结构较好,夹杂物较少,操作费用较低;下铸钢锭表面质量良好,但由于通过中注管和汤道使钢中夹杂物增多。钢锭大小取决于很多因素,如炼钢炉容量,初轧机开坯能力,钢材尺寸和钢种特性等。
钢锭至今仍是轧钢生产的主要原料。钢锭质量的优劣、锭型的状况以及其重量大小对轧钢生产有着十分重要的作用。在轧钢生产中除各类初轧机可选用钢锭作原料外,一些特殊用途轧机、部分中厚板轧机也用钢锭为原料,我国不少地方中小企业的开坯机成品轧机也选用小钢锭作原料。钢锭选择的内容主要是正确地选择钢锭种类、它的重量以及断面形状和尺寸大小。、钢锭浇铸分上铸法(如概述图)和下铸法(如右图)两种。上铸钢锭一般内
部结构较好,夹杂物较少,操作费用较低;下铸钢锭表面质量良好,但由于通过中注管和汤道使钢中夹杂物增多。钢锭大小取决于很多因素,如炼钢炉容量,初轧机开坯能力,钢材尺寸和钢种特性等。



