


苏州纵横机械制造资质齐全、设备先进、技术力量雄厚,检测手段齐全、具有健全稳定的质保体系。长期从事 钢衬塑管道生产制造。是以设计、制造、安装为一体的现代新型企业,拥有先进的工艺设备和现代生产、办公条件,以及一支专业、诚信、创新、协作、进取的团队。我们的使命是成为z u i具创新的 钢衬塑管道企业,并在所服务的市场中成为备受推崇的供应商。重诺公司会自始至终保持 钢衬塑管道产品的高品质,并且不短推陈出新,为新老客户创造更高的价值。 以客户为中心,尽z u i大努力提供、专业化、个性化的服务,实现合作双赢。作为企业,必须聆听及了解客户的需求,继而超越客户的期望。


衬胶管道参数标准:
| 项目 | 指标 | |
| 拉伸强度(Mpa) | ≥14.7-20 | |
| 扯断伸长率(%) | ≥250 | |
| 长久变形(%) | ≤30 | |
| 硬度(邵尔A) | 60-80 | |
| 橡胶与金属粘接强度 | 固化72h | 固化168h |
| 拉伸强度(Mpa) | ≥9.50 | ≥14.0 |
| 剥离强度(KN/m) | ≥7.84 | ≥9.8 |
衬胶管道橡胶板化学成分
| 成 分 | 比 率 (%) |
| 橡 胶 | 45 |
| 无机补强剂·填充材 | 41 |
| 金 属 氧 化 物 | 2 |
| 硫 化 剂 | 1 |
| 其 它 | 11 |
| 合 计 | 100 |



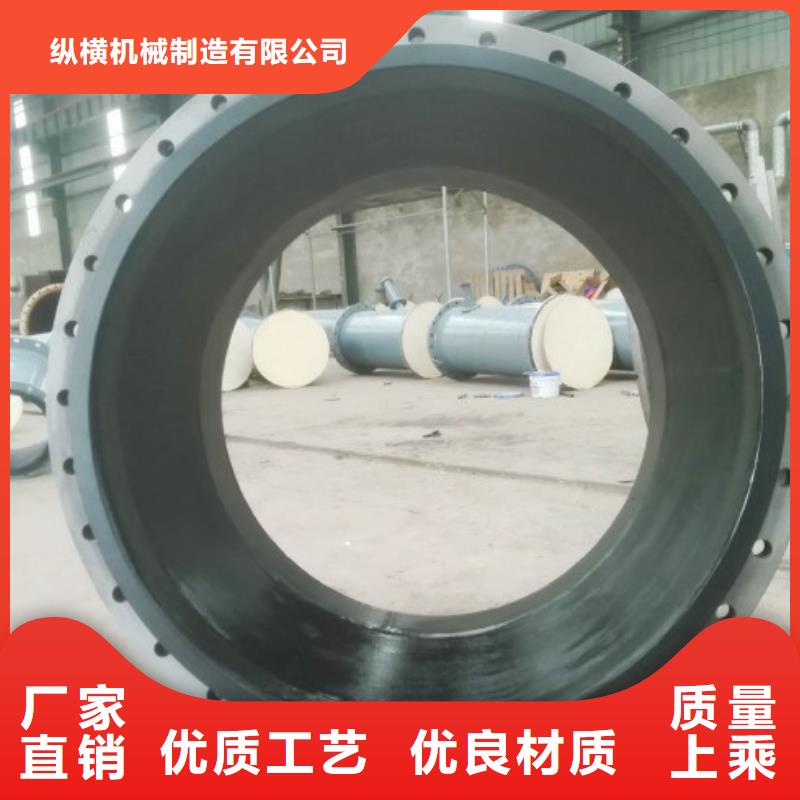
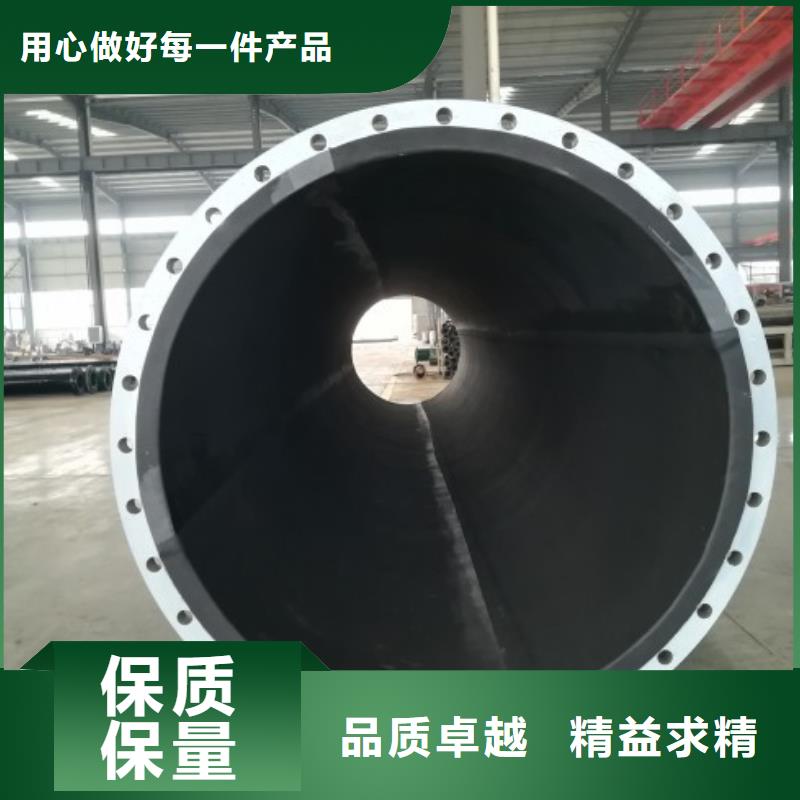
衬胶管道是采用钢管作骨架材料,以耐磨、防腐、耐热等性能优异的橡胶作为衬里层,利用橡胶的高弹性、高气密性、耐冲击性、耐磨性、耐候性、耐辐射性、耐化学介质性和吸收振动等独特性能,使用高性能的粘合剂经特殊工艺复合硫化成型,产品具有高耐磨、耐水锤冲击、耐酸碱盐腐蚀、抗高温、缓结垢、粘接强度高、运行阻力小、输送介质广、使用寿命长、节电节材等优点,减小输送介质对管壁的冲击磨损,广泛应用于冶金、电力、化工、石油、煤炭、水泥等行业的输送温度在-30℃~+150℃之间,既有磨损又有腐蚀的介质的管路设备。
衬胶管道特性:
1. 结构优良
管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,采用特殊工艺经公司的专业硫化设备复合硫化成型,克服了钢管耐压不耐磨, 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。
2. 耐磨性能好, 寿命长
磨耗值测试结果一般在0.03~0.20 cm3/1.61km范围内,约为塑料的3~5倍,耐磨性比钢管高4-6倍。
3. 强度高, 抗冲击性高
橡胶弹性体的密度低(1.2g/cm3),重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度, 刚性好, 不产生蠕变,抗冲击,抗震, 抗水锤性能强,便于运输, 安装和维护。
4. 防腐性能卓越
我公司采用的内衬橡胶化学性能非常稳定,能耐绝大多数腐蚀性介质和有机溶剂的侵蚀,比聚乙烯、聚丙烯、尼龙、ABS等塑料更耐腐蚀。除强氧化性酸液外,在一定温度和浓度范围内能耐各种腐蚀性介质(酸、碱、盐)及有机介质(萘溶剂除外),在20℃和80℃的80种有机溶剂中浸滞30天,外表无任何反常现象,其它物理性能也几乎没有变化。
5. 温度适应范围广
胶管道可以在-50°C~+150°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。
6.节能
润滑性好,运行阻力损失小,节省运行费用。脱硫衬胶管道内壁光滑如镜, 粗糙度只有Ra0.02668,内衬橡胶其自润滑性和不粘着性能好,运行阻力比普通钢管小20%左右,可节省大量输送电力。
7. 使用寿命长
抗老化性能优越,在正常使用压力温度下一般使用寿命达到15年以上(理论值)。管道使用6-8年后近90°转动一次,使用寿命会更长,衬胶管道可反复衬胶使用4次,降低成本,制作周期短,脱硫衬胶不会误工期。
8. 防垢, 缓结垢性能好
内衬橡胶的表面粗糙度小, 粗糙度仅0.0267,相对粗糙度为3.311×10-4,清水阻力系数为0.0165,比普通钢管约小17,且橡胶对常规的酸、碱等介质有适应性,不会造成腐蚀和结垢。
9. 不开裂, 连接可靠
钢橡两种材料的结构是复合而成的,克服了塑料管的快速应力开裂现象,所以不会发生塑料管难以克服的快速应力。
10. 多样的连接方式,快捷方便
安装方便,装卸, 运输, 搬运, 安装和使用很方便,现场连接快捷, 简便,不需焊接。采用法兰, 柔性接头和伸缩接头连接,不会发生塑料管道翻边断裂, 锁头脱落等现象,连接密封可靠。
以上是钢衬胶管道的详细信息,如果您对钢衬胶管道厂家、型号、图片有什么疑问,请联系我们!


衬胶工艺操作流程
一、冷粘工具和清洗剂
1. ![]() 刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
二、胶板粘接程序
1. 胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
2. 橡胶和橡胶粘接
a. 均匀涂一层配好的粘合剂于粘接表面,并晾干10至15分钟;
b. 再均匀涂第二层配好的粘合剂,至粘接面不粘手,再将粘接面叠合;
c. 粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
d. 当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
3. 橡胶与金属铁板粘接
a. 金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
b. 采用香蕉水清洗喷砂后的表面,并彻底晾干;
c. 涂金属底油,约2小时晾干,如 层太薄可涂第二层;
d. 粘接步骤同第3条a 至d 项。
4. 注意事项
a. 粘合剂及固化剂置阴暗通风处密封保存,并小心溅入眼睛;
b. 底油的用量为每升可涂4平方米;
c. 粘合剂的用量为每升可涂1.5平方米;
d. 每升粘合剂在使用时需配入52克固化剂。
三、橡胶粘接检验标准(现场制作)。
1、金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2、喷砂处理:喷砂是采用吸入式喷砂法,操作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3、胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4、槽体与橡胶粘接后表面达到:
1、平整 2、光滑 3、无气孔 4、无凹陷 5、无死角。


