



铸造石护栏立柱型号齐全的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:铸造石护栏立柱型号齐全的图文介绍


灯光桥梁护栏的设计要点
随着科技的不断发展,现在的道路桥梁护栏也比以前有了很大的进步。以往的道路桥梁护栏可能在造型上比较单一,而且也没有什么额外的花样,但是现在一些技术应用在护栏领域之后,一些新型的道路桥梁护栏也开始活跃在人们的视野当中了。比如说灯光桥梁护栏,就是一种在栏杆当中内嵌灯光设施的新型护栏装置,在夜晚它具有很好的装饰照明效果,是护栏家族当中非常具有个性的一种产品。其实想要设计灯光桥梁护栏也是需要考虑不少要点的,我们就来详细说一下它的设计要点有哪些吧。
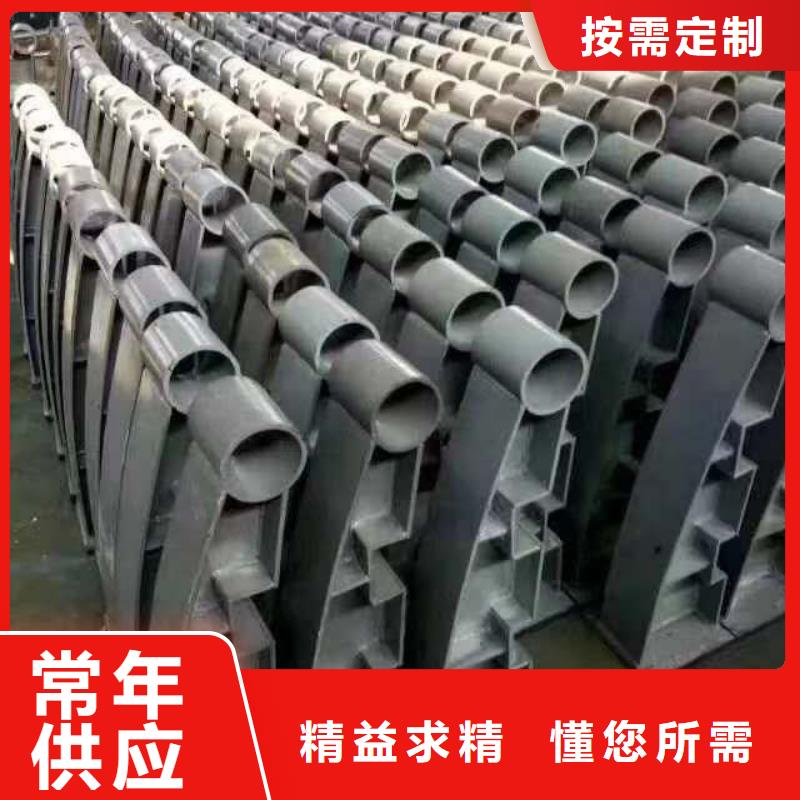
结构设计:从结构上去考虑的话,设计需要满足相关的城市管理要求。首先机械强度肯定是要足够的,因为不能因为一点外力施加就出现结构性的损坏,导致出现事故。另外,还要在外形上下功夫,一般来说灯光桥梁护栏都是有高度要求的,一般是以一米为基准,不要太高也不要太低。
灯光设计:灯光桥梁护栏和其他的护栏相比一个显著的不同就在灯光照明上需要下功夫考虑,设计灯光桥梁护栏的灯光时要考虑到灯具的节能性能,以及照明光强度性能。此外,由于灯光桥梁护栏大多是用来在夜晚进行装饰,烘托氛围的,所以说灯光尽量不要太刺眼,选择柔和的灯光是比较合适的。
涂装设计:作为户外景观之一,灯光桥梁护栏自然也是十分追求颜色图案上的美观的。局与鲜艳颜色和图案的灯光桥梁护栏往往可以起到很好的梅花装饰作用,对于提高区域内的环境形象是具有十分积极的意义的。当然了漆料的选择也是十分重要的一个方面,除了要考虑到美观度以外,还要考虑到漆料的附着力和耐久度、防腐性能等等。
随着科技的不断发展,现在的道路桥梁护栏也比以前有了很大的进步。以往的道路桥梁护栏可能在造型上比较单一,而且也没有什么额外的花样,但是现在一些技术应用在护栏领域之后,一些新型的道路桥梁护栏也开始活跃在人们的视野当中了。比如说灯光桥梁护栏,就是一种在栏杆当中内嵌灯光设施的新型护栏装置,在夜晚它具有很好的装饰照明效果,是护栏家族当中非常具有个性的一种产品。其实想要设计灯光桥梁护栏也是需要考虑不少要点的,我们就来详细说一下它的设计要点有哪些吧。
结构设计:从结构上去考虑的话,设计需要满足相关的城市管理要求。首先机械强度肯定是要足够的,因为不能因为一点外力施加就出现结构性的损坏,导致出现事故。另外,还要在外形上下功夫,一般来说灯光桥梁护栏都是有高度要求的,一般是以一米为基准,不要太高也不要太低。
灯光设计:灯光桥梁护栏和其他的护栏相比一个显著的不同就在灯光照明上需要下功夫考虑,设计灯光桥梁护栏的灯光时要考虑到灯具的节能性能,以及照明光强度性能。此外,由于灯光桥梁护栏大多是用来在夜晚进行装饰,烘托氛围的,所以说灯光尽量不要太刺眼,选择柔和的灯光是比较合适的。
涂装设计:作为户外景观之一,灯光桥梁护栏自然也是十分追求颜色图案上的美观的。局与鲜艳颜色和图案的灯光桥梁护栏往往可以起到很好的梅花装饰作用,对于提高区域内的环境形象是具有十分积极的意义的。当然了漆料的选择也是十分重要的一个方面,除了要考虑到美观度以外,还要考虑到漆料的附着力和耐久度、防腐性能等等。



无锡金立恒金属制品有限公司是一家专门从事 天桥护栏生产与销售的厂家,公司坐落于聊城市张飞工业园区,公司主要产品为 天桥护栏,公司周边交通方便、有着较好的生产经营优势。我厂一直致力于技术创新和产品质量的研发,经公司领导和广大员工的不懈努力,我厂在各界友朋们的大力支持下取得了骄人的成绩。在社会分工越来越细、市场竞争愈趋激烈的今天,我们凭借专业、服务、信誉以及质优价廉的产品,在全国各地朋友的支持下取得了长足发展。在坚持品行于良、信誉至金的经营理念指导下,相信我们必定能够与各地朋友共同长远发展!我厂始终以“精益求精,用户至上,与时俱进,匠心品质”的原则,实诚做人、做事,为各界朋友提供合格产品,力争做中国优秀的注浆管供应商。期待能与更多朋友们携手共创繁荣!欢迎国内外客户莅临考察!


灯光桥梁护栏的照明功能适用场景
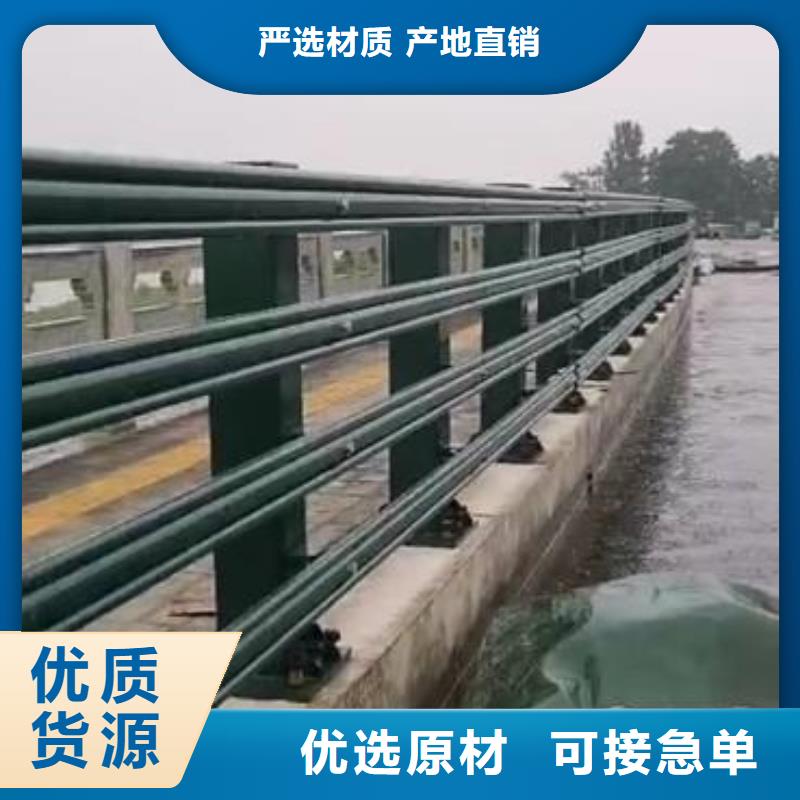
灯光桥梁护栏的照明功能适用于各类道路两边有护栏设施的路段。利用护栏设施中所采用的钢管部件作为灯具的安装载体,在该钢管内侧加工出标准方孔及固定螺丝孔,灯具安装其上,灯具安装高度在1—1.5米间。灯具光斑照射角度呈向下倾斜的照射角度,这样光线都集中照射于路面,呈现出路面光照很充裕,而灯具高度以上部分没有光照射,也就避免了光污染。同时利用光学原理束缚灯具光束的照射角度,解决来车方向的眩光问题。
桥梁护栏在进行安装完成之后要进行哪些检查?
1.对安装位置的检查
安装桥梁护栏和扶手之前,施工人员正确的施工规范是,先按照设计将桥梁护栏和扶手的安装位置通过画线的方式定位,在进行安装的。这是正确的施工规范,而一些不专业的施工团队就不会如此,使得安装位置不符合装修设计,导致桥梁护栏使用不便,引发安全事故。住户可以采用尺量检查来检查安装位置是否正确。
2.对安装牢固度的检查
桥梁护栏为什么被住户为注重,主要的原因就是直接影响到家居生活安全性,而这又和桥梁护栏和扶手的牢固度有关。因此在验收时,对桥梁护栏和扶手安装牢固度可以用手扳来检查。
3.对安装五金件的检查
在安装桥梁护栏和扶手时需要在地面、护栏上安装预埋件,一般预埋件的数量、规格和位置都会在设计时有具体的规定,而只有符合规定的安装才是合格的。所以护栏和扶手安装预埋件的数量、规格、位置以及护栏与预埋件的连接节点应符合设计要求。
灯光桥梁护栏的照明功能适用于各类道路两边有护栏设施的路段。利用护栏设施中所采用的钢管部件作为灯具的安装载体,在该钢管内侧加工出标准方孔及固定螺丝孔,灯具安装其上,灯具安装高度在1—1.5米间。灯具光斑照射角度呈向下倾斜的照射角度,这样光线都集中照射于路面,呈现出路面光照很充裕,而灯具高度以上部分没有光照射,也就避免了光污染。同时利用光学原理束缚灯具光束的照射角度,解决来车方向的眩光问题。
桥梁护栏在进行安装完成之后要进行哪些检查?
1.对安装位置的检查
安装桥梁护栏和扶手之前,施工人员正确的施工规范是,先按照设计将桥梁护栏和扶手的安装位置通过画线的方式定位,在进行安装的。这是正确的施工规范,而一些不专业的施工团队就不会如此,使得安装位置不符合装修设计,导致桥梁护栏使用不便,引发安全事故。住户可以采用尺量检查来检查安装位置是否正确。
2.对安装牢固度的检查
桥梁护栏为什么被住户为注重,主要的原因就是直接影响到家居生活安全性,而这又和桥梁护栏和扶手的牢固度有关。因此在验收时,对桥梁护栏和扶手安装牢固度可以用手扳来检查。
3.对安装五金件的检查
在安装桥梁护栏和扶手时需要在地面、护栏上安装预埋件,一般预埋件的数量、规格和位置都会在设计时有具体的规定,而只有符合规定的安装才是合格的。所以护栏和扶手安装预埋件的数量、规格、位置以及护栏与预埋件的连接节点应符合设计要求。



不锈钢复合管护栏焊接快慢的过程和什么有关呢
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。
不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩,则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩短,因此液体将与硬壳的顶面脱离。
顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。
以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。
