




1、 不锈钢复合管护栏支架制作拆装:
根据图纸设计,进行不锈钢复合管护栏定位,根据现场情况预制不锈钢复合管护栏支架。从第25层往下吊线,然后将支架固定。
2、 不锈钢复合管护栏拆装:
根据设计及现场进行下料,然后用磨光机打坡口,坡口角度60°~65°。将加工好的不锈钢复合管护栏固定在支架上,两不锈钢复合管护栏间之间的间隙为1.5mm~2.5mm,然后进行焊接。
焊口处不得出弯,组对时不应错口,电焊定位,一般为4处点焊,经检查调直后,尽可能用自由转换方法进行焊接。



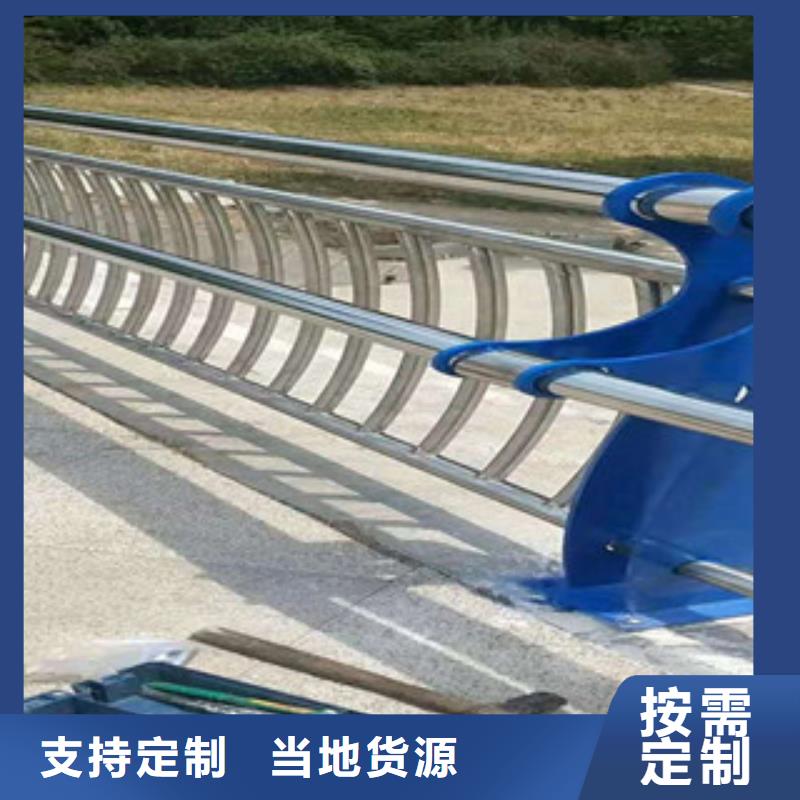
随着科技进步,自主研发,孝感鑫隆昌金属材料迅速发展成为固定资产雄厚、配套设施齐全、检测设备先进、 桥梁护栏产品质量合格、科技管理完善,我们生产的 桥梁护栏越来越受到用户的好评,欢迎新老客户来电咨询。


第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体. 的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。



过渡层的焊接 过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。 焊接时采用焊条选用A302,规格为φ2.5mm,选焊接电流为70-90A,焊接电流为直流正接。过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过 大的电流易将根部烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要 尽量减少咬边缺陷,如果产生,用砂轮磨掉进行修补。焊接过程要逐层检验,清理干净焊渣及飞辘,发现缺陷立即清理或返修。焊接完成后清理表面焊渣和飞溅。 对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不敏感,增强耐 蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。
