13734465888



联系我们

发布时间:2024-09-18 21:15:38 浏览次数:1 公司名称:[新乡]金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 10000吨 |
| 运费说明 | 3天 |
| 品牌 | 山东 |
| 产地 | 聊城 |
| 用途 | 机械配件 |
| 产品特色 | 易加工,交货快,来图定做 |
| 可售卖地 | 全国 |
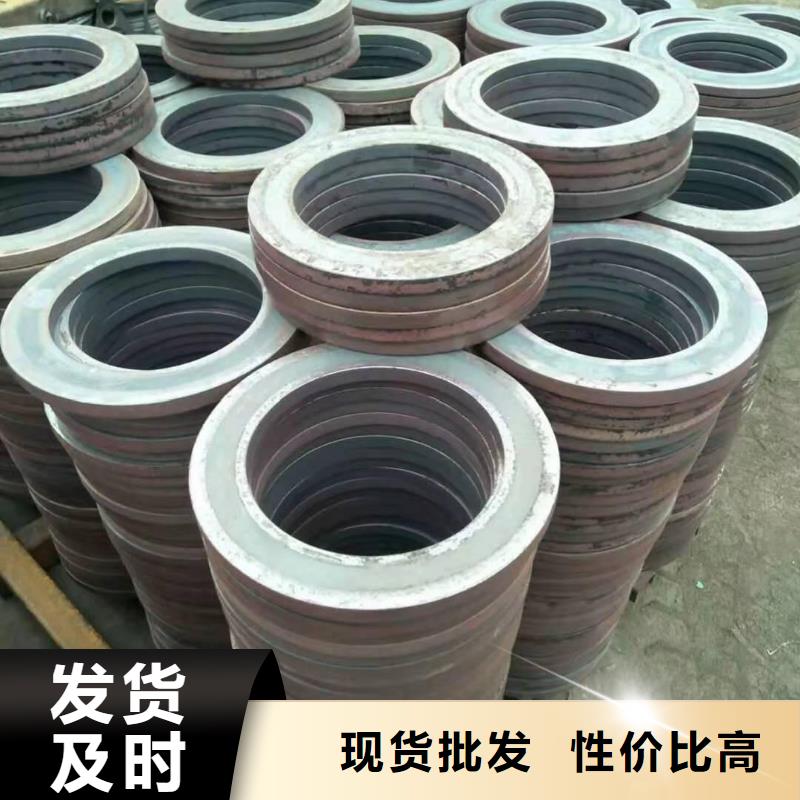




汽车金属冲压件加工的工艺工序:
切 开:将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。
切 边:利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切 舌:将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有所要求的一定位置,不再位于分离前所处的平面上。
切 断:将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
反拉深:把空心工序件内壁外翻的一种拉深工序。
扩 口:将空心件或管状件敞开处向外扩张的一种冲压工序。
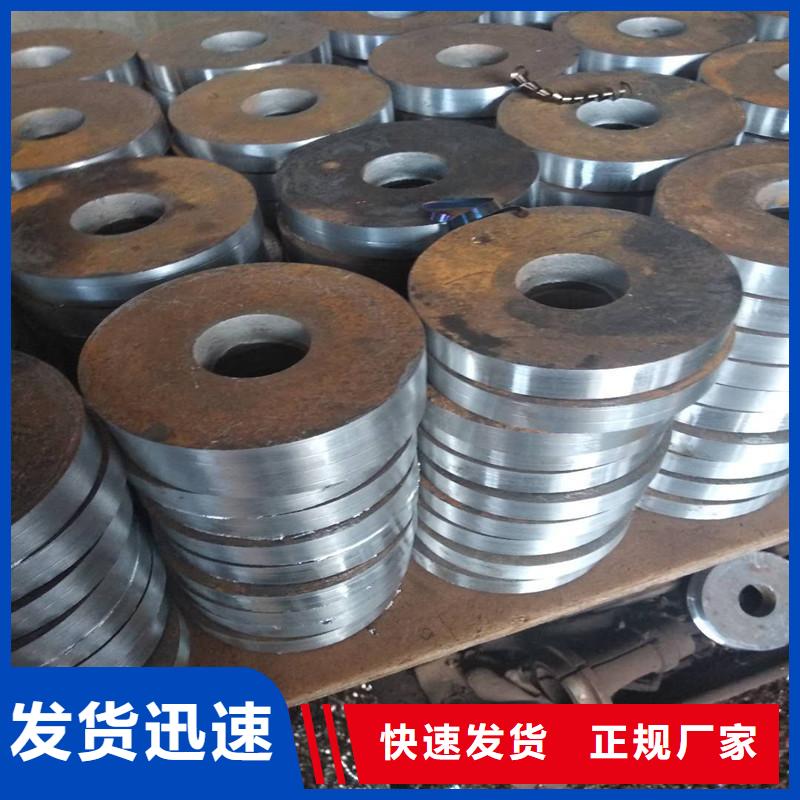
冲 孔:将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。


冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点:
⑴ 冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。
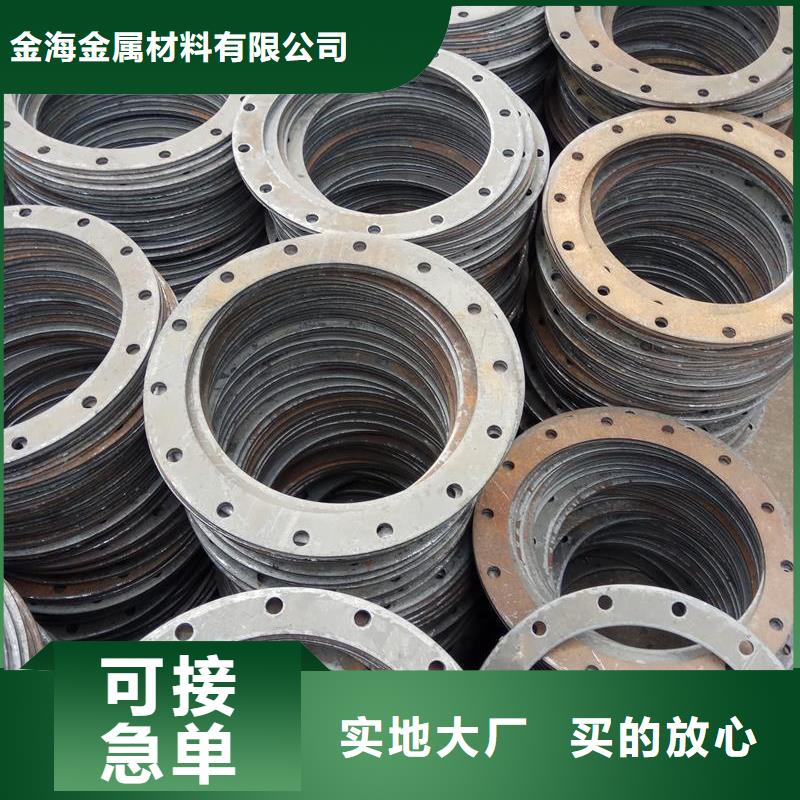
⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求。
⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。



新乡金海金属材料有限公司把质量作为市场致胜的法宝,制定了严格的质量把关措施,对于出现的质量问题,一查到底,一追到头,不放过一点蛛丝马迹。把珍惜质量当作珍惜自己的生命一样,从 无缝方矩管原料开始,实行层层把关制, 无缝方矩管产品质量多年稳定提高,不断改进。新乡金海金属材料有限公司以满足贵公司的需求为宗旨,不仅为您提供高品质的 无缝方矩管产品,还为您提供完善的完善的服务技术支持,这有利于提高公司的产品质量,生产效率,降低生产成本。我们将不断开拓,不断创新,与各界朋友携手共进,共同发展,热忱欢迎国内外客户来函来图或亲临公司指导。




